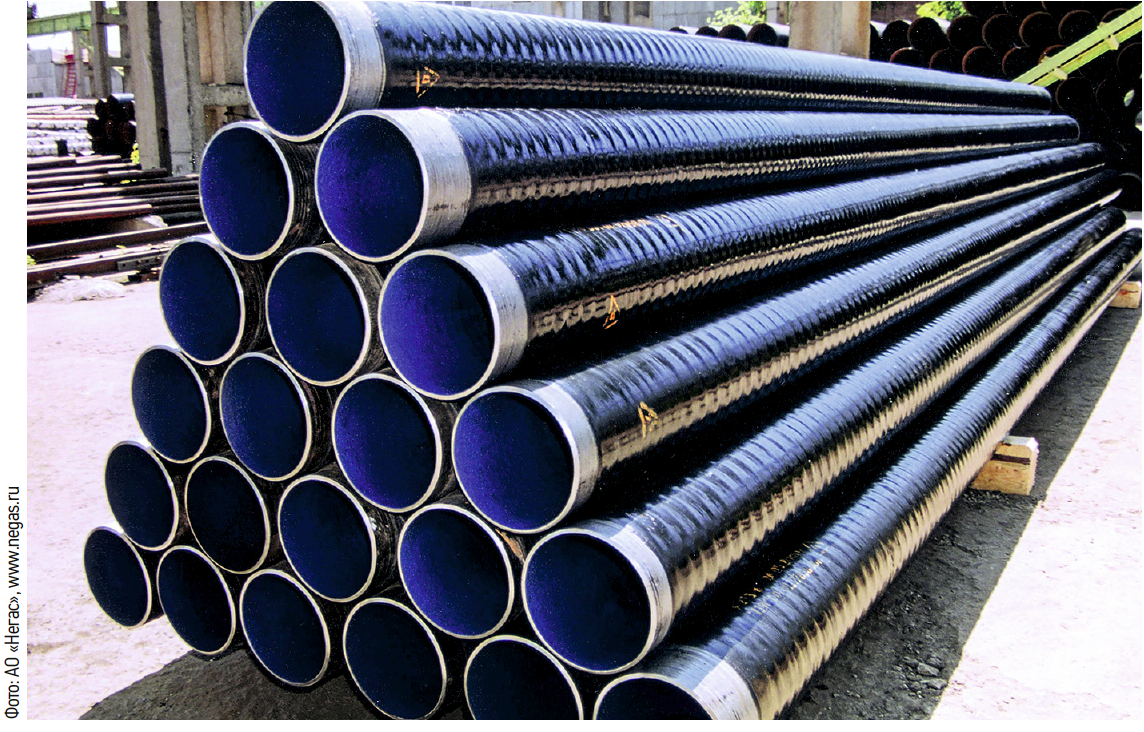
В настоящее время на предприятиях нефтедобывающей и перерабатывающей промышленности широкое применение получили трубы с внутренним силикатно-эмалевым покрытием (СЭП) [1–4].
Применение данного материала справедливо обосновано тем, что покрытие такого рода гарантированно обеспечивает более (в четыре-пять раз) высокий срок эксплуатации инженерных сетей по сравнению с сетями, собранными из традиционных труб. Однако монтаж и сварка труб с предлагаемым покрытием специфична и требует как аккуратного обращения с самими трубами, так и повышенного внимания к процессу выполнения сварочно-монтажных работ (СМР). Связано это с тем, что технология нанесения СЭП предусматривает разогрев трубы до температуры 780–920 °C [5]. Данная технология приводит к отпуску многих марок стали, из которых изготавливают трубы, что делает их легко деформируемыми.

Следует помнить, что монтаж рассматриваемых инженерных сетей приходится проводить не вдоль виноградников солнечной Франции, а по болотам северных широт Российской Федерации, где в суровых условиях далеко не всегда удаётся уберечь концы труб от случайных ударов, особенно при монтаже «захлёстных» стыков (соединение технологических разрывов). При выполнении монтажа наиболее уязвимыми оказываются именно концы труб, а СЭП чрезвычайно чувствительно к любым механическим воздействиям. Например, небольшая вмятина в пределах допуска с внешней стороны или просто удар приводит к сколам, трещинам и отслоениям внутреннего покрытия, которые могут достигать в длину до 50 мм.
Учитывая, что данные инженерные сети, как правило, предназначены для транспортировки агрессивных жидкостей, появление даже мельчайших повреждений недопустимо. По этой причине контроль качества внутреннего силикатно-эмалевого покрытия на заводе-изготовителе производится с применением искрового дефектоскопа, который позволяет выявлять сквозные повреждения покрытия, которые невозможно определить визуально [3].
При монтаже и сварке таких труб для обеспечения прочного сплошного внутреннего силикатно-эмалевого покрытия применяются шликеры марок МК с температурой оплавления 840–880 °C.
Указанная температура не позволяет гарантированно оплавить шликер на расстоянии 50–60 мм от торца трубы, что не даёт возможность отремонтировать (гарантированно «заплавить») возможные сколы и трещины. По завершении монтажа контроль целостности покрытия с внутренней стороны не предусмотрен ни проектом, ни нормативно-технической документацией (по причине невозможности проведения такового). Потому не может быть абсолютной уверенности в том, что СЭП после выполнения сварочно-монтажных работ находится в удовлетворительном состоянии.
Нашей группой инженеров из города Пермь проводились лабораторные испытания с разными видами клея и герметика. В том числе испытывались кремниевоорганические герметики марки «Эласил», которые показали наиболее высокие адгезионные свойства при ударах с внешней стороны. Данные герметики значительно эластичнее и более технологичны, нежели иные, однако при выполнении СМР в зоне термического влияния отслоение их проходило крупными сегментами, которые были достаточно прочно связаны с не отслоившейся частью.
На сегодняшний день на основании лабораторных испытаний нами установлено, что применение материалов на эпоксидной основе уменьшает чувствительность внутреннего СЭП к механическим воздействиям на 20–25 %.
Важным фактором является то, что, выполнив свою задачу, эпоксидная составляющая начинает разрушаться, крошиться и отслаиваться при проведении СМР. При достижении в зоне термического влияния температуры свыше 150 °C отслоившиеся мелкие осколки и крошка удаляются при промывке системы.
В дальнейшем незначительные остатки будут оставаться в грязеуловителях и фильтрах, которые предусматриваются любым проектом на выходе из трубопровода.

На данном этапе проведения исследований нами установлено, что для укрепления СЭП на концах труб — с целью уменьшения чувствительности к случайным ударам с внешней стороны — наиболее целесообразно применение материалов на эпоксидной основе или просто эпоксидного клея Amercoat 391 PC (смола и отвердитель, по ТУ 2257-007-77199 с толщиной покрытия до 400 мкм). Наносить данные материалы следует на внутреннюю поверхность СЭП на расстояние 50–60 мм от торца трубы, предварительно отступив на ширину нанесения шликера или втулки, если таковая предусмотрена проектом.
Вывод
Уже сегодня можно сказать, что применение этой достаточно простой и недорогой методики позволяет получить бОльшую уверенность в надёжности инженерных сетей из труб с внутренним силикатно-эмалевым покрытием.
