Не пессимизм, но повод задуматься
Современное состояние российской химической промышленности вызывает серьезные опасения, и тому есть веские причины. Несмотря на то, что наша страна по-прежнему является одним из мировых лидеров по производству минеральных удобрений и синтетических каучуков, общая картина не дает поводов для оптимизма. В общеотраслевом рейтинге Россия находится во втором десятке, а объем производства отечественной химической индустрии колеблется в районе 1-2% от общемирового.
Темпы роста также пока что оставляют желать большего. В нашей стране превалирует модная тенденция — сравнивать показатели экономического роста с США и развитыми странами Европы в относительном выражении. Если взглянуть на российский химпром под таким углом, то все выглядит вполне прилично: ежегодный прирост составляет в среднем 5-7%, что примерно в полтора-два раза больше аналогичного показателя для ЕС и США. Однако если взять в расчет объемы национальных рынков этих стран в абсолютных единицах, то картина резко меняется.
Например, по последним имеющимся развернутым данным American Chemistry Council, Global Business of Chemistry Statistics, объем химического рынка США несколько лет назад составил 689,3 млрд. долларов (1-е место в мире), а России — 77,6 млрд. долларов (на тот момент 11-е место). Нетрудно посчитать, что на то время американские 3% роста — это около 21 млрд. долларов в год, тогда как российские 6% — всего 4,6 млрд. долларов. В этом свете становится понятно, что разрыв огромен и при сохранении тенденции он вряд ли будет преодолен даже в отдаленной перспективе. Особенно если учесть, что у России есть более агрессивные конкуренты, такие как Китай и Индия.

Проблема отечественной химической промышленности усугубляется тем, что на сегодняшний день установленное на многих предприятиях оборудование безнадежно устарело, коэффициент обновления производственных фондов в российском химпроме приближается к нулю. Инновационную активность демонстрируют лишь около четверти предприятий отрасли, вкладывая в технологические инновации всего-навсего порядка 2% средств, полученных ими от общего объема реализации. Тогда как в развитых экономиках мира этот показатель колеблется от 33 до 65%1.
И все же повод для оптимизма есть, поскольку отдельные отечественные компании находят средства для развития и не собираются отдавать свой рынок.
В ногу со временем
Примером динамично развивающейся российской компании может служить Волжский завод органического синтеза, являющийся одним из крупнейших химических производств Европы. Предприятие начало свою деятельность в 1964 году, и с этого времени постоянно вводятся в эксплуатацию новые линии выпуска химических продуктов.
Модернизацию руководство завода рассматривает как один из основных конкурентных инструментов, позволяющих расширять присутствие на рынке, повышать производительность труда и увеличивать рентабельность производства. Например, в 2005 году совместно с международной инжиниринговой и химической компанией Jurby WaterTech International (Лондон, Великобритания) была построена мини-ТЭЦ для собственных нужд ОАО «Волжский оргсинтез». В рамках данного проекта представители британской компании взяли на себя обязательства по разработке технической документации, изготовлению, поставке, шефмонтажу и пусконаладке оборудования для подготовки добавочной воды котлов среднего давления.
Сама система водоподготовки включала в себя следующие мембранные технологии:
- установка ультрафильтрации производительностью 145 м3/ч;
- установка обратного осмоса производительностью 100 м3/ч;
- установка противоточного Na-катионирования производительностью 100 м3/ч;
- конденсатоочистка производительностью 30 м3/ч.
По результатам наладки и испытания были достигнуты следующие параметры качества очищенной воды, соответствующие требованиям ОАО «Волжский оргсинтез»:
- рН=8,5-9,5;
- жесткость – менее 0,003 мг-экв/л;
- железо – менее 0,02 мг/л;
- окисляемость – менее 0,5 мгО/л;
- кремнекислота – менее 120 мкг/л;
- медь – менее 10 мкг/л;
- нефтепродукты – отсутствуют;
- удельная электрическая проводимость (УЭП) менее 10 мкСм/см.
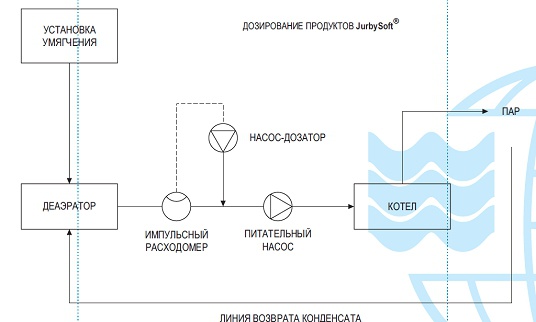
Но при эксплуатации котлов низкого и среднего давления могут иметь место такие негативные явления, как коррозия, накипь, вспенивание, отложения и др. Использование программы коррекционной обработки поможет решить эти проблемы. Ее эффективность во многом зависит от правильно подобранной схемы введения реагентов (например, ингибиторов коррозии и накипеобразования), от постоянства и пропорциональности дозирования.
В установках, эксплуатируемых на ОАО «Волжский оргсинтез» в качестве дозирующих насосов были выбраны цифровые мембранные агрегаты серии TrueDos компании GRUNDFOS. По словам сотрудников ОАО «Волжский оргсинтез», главное преимущество насосов этой линейки в том, что не требуется совершать утомительные вычисления, преобразуя производительность (л/ч) в частоту хода поршня (ход/мин). Достаточно просто задать первую величину непосредственно на цифровом экране насоса. Агрегаты линейки TrueDos могут осуществлять дозирование, измерение и регулирование без использования дополнительного оборудования, обеспечивая, таким образом, максимальную производительность системы. «С 2010 года, после очередной плановой модернизации, мы перешли на новую линейку этого оборудования — цифровые агрегаты GRUNDFOS SMART Digital», – поделился один из сотрудников предприятия.

В январе 2007 года, в рамках реализации программы энергосбережения, компания из Великобритании выиграла тендер на проектирование и изготовление, поставку оборудования и химреагентов, шефмонтаж и пусконаладку водоподготовительной установки (ВПУ) по мембранной технологии (ультрафильтрация и обратный осмос). Основное назначение данной ВПУ – обеспечение собственных нужд ОАО «Волжский оргсинтез» для производства метионина. Ввод установки в эксплуатацию состоялся в декабре 2007 года. Качество и количество полученной очищенной воды полностью соответствовало требованиям, указанным в техническом задании на проектирование, а именно:
- рН=6,0-7,0;
- жесткость общая – менее 0,02 мг-экв/л;
- щелочность общая – менее 0,1 мг-экв/л;
- железо – менее 0,1 мг/л;
- окисляемость – менее 1 мгО/л;
- кремнекислота – менее 200 мкг/л;
- Натрий – менее 1 мг/л;
- хлориды – менее 5 мг/л;
- нефтепродукты – отс.;
- солесодержание – менее 5 мг/л.
Вообще, обратный осмос (ОО) – это технология очистки воды, используемая для опреснения и обессоливания. При ОО создаются условия высокого давления со стороны питательной воды, что приводит к прохождению молекул жидкости через полупроницаемую мембрану из более концентрированного раствора в менее концентрированный. Содержащиеся в воде соли, тяжелые металлы, органические соединения и микроорганизмы не способны проникнуть через мембрану и удаляются в дренаж в виде концентрата. После ОО жидкость очищается от солей на 80-99,7%, в зависимости от состава воды, используемого типа мембран и схемы оборудования.
Установки для обратного осмоса, применяемые на ОАО «Волжский оргсинтез», отличаются простотой в эксплуатации, гибкостью комплектации, наличием систем предочистки. Последние помогают увеличить срок службы мембран, сократить число химических промывок, снизить расходы на обслуживание, экономить энергию и воду. Для автоматической подачи реагентов для предварительной обработки воды используются дозирующие насосы серии SMART Digital. Глубина регулирования для оборудования этой линейки может достигать значения 1:3000 при объемах от 2,5 мл до 30 л/час. Специалисты GRUNDFOS провели оценку экономической эффективности насосов SMART Digital, сравнив со стандартными технологиями. Так, снижение расхода реагентов, благодаря высокой точности дозирования, может составлять до 25%, а потребление электроэнергии новыми агрегатами на 30% ниже, чем у их предшественников.
Сотрудничество ОАО «Волжский оргсинтез» с Jurby WaterTech продолжается до сих пор. Специалистами британской компании постоянно производятся работы по реализации реагентных программ для мембранных установок водоподготовки и коррекционной обработки конденсатопроводов и котлов среднего давления.
Использование современного оборудования и передовых технологий производства позволяет предприятию сохранять высокие качественные показатели и успешно конкурировать с другими производителями не только на российском, но и на зарубежных рынках. В частности, начиная с 2004 года ОАО «Волжский оргсинтез» ежегодно подтверждает свое соответствие требованиям европейского стандарта менеджмента качества ISO 9001.2000.
Кризис в отечественной химической отрасли может быть преодолен в довольно сжатые сроки. Единственным условием является наличие у производителей понимания факта, что инвестиции в развитие — необходимое условие экономической стабильности. Рассмотренный пример наглядно показывает, что это не просто слова, но реальный способ выживания в конкурентной борьбе.
