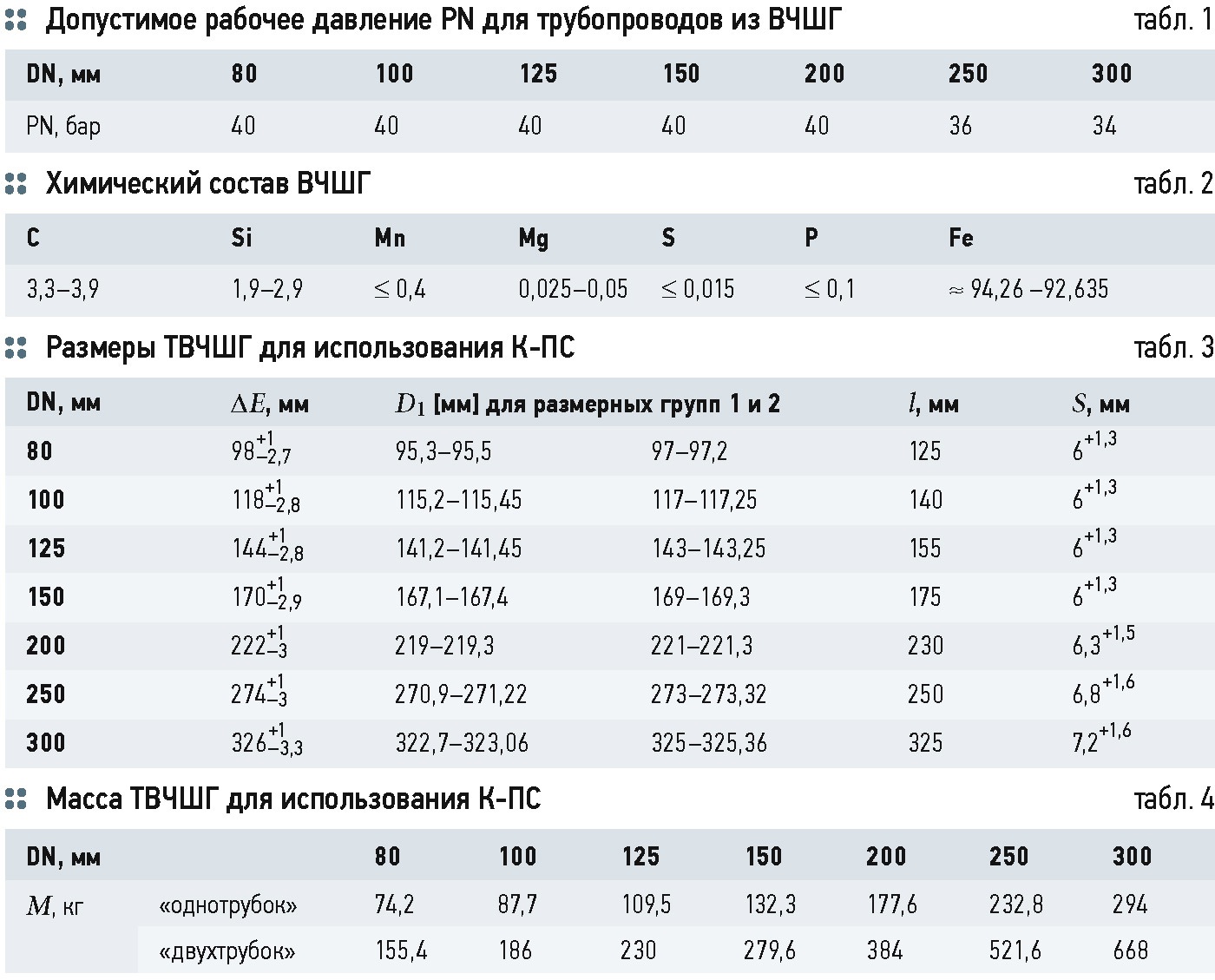
Анализ многочисленных практик показал, что на данном этапе трубопроводостроения высоконапорные (с внутренним давлением не менее 30 бар) водопроводы (далее ВНВ) можно достаточно эффективно устраивать, например, в горных районах страны (в Крыму, на Кавказе, Алтае, Урале и т.д.) из труб из высокопрочного чугуна с шаровидным ВЧШГ (далее ТВЧШГ) отечественного производства (табл. 1) [1] с клеепрессовыми соединениями [2] (далее К-ПС).
ТВЧШГ для использования К-ПС изготавливаются методом центробежного литья по ТУ 1461-008-23967414-2010 [1] для эксплуатации в трубопроводных сетях с допустимым рабочим давлением (табл. 1) при температуре перекачиваемого продукта: постоянной — ≤ 95 °С и кратковременной (до 15 часов один раз в два месяца) ≈ 130 °С (для выполнения промывки).
Основными характеристиками труб из высокопрочного чугуна с шаровидным ВЧШГ являются условный проход, класс толщины стенки, длина и вид покрытия. Условный проход (DN) — это округлённое цифровое обозначение внутреннего проходного сечения, которое является общим для всей трубопроводной системы. Класс толщины стенок (К) по ГОСТ Р ИСО 2531 — коэффициент, связанный с номинальной толщиной стенки трубы, выбираемый из целого ряда чисел: 9, 10, 11, 12, 14. Номинальная толщина стенки:
S = 0,5K + 0,001DN [мм], (1)
где Smin составит для труб и фитингов 6 и 7 мм, соответственно. Эффективная длина труб L равна полной длине трубы. Механические свойства (ГОСТ 1497) ВЧШГ (табл. 2) при температуре 10-35 °C: временное сопротивление — ≥ 420 МПа; условный предел текучести — ≥ 300 МПа; относительное удлинение — ≥ 10 %; твёрдость металла по Бринелю — ≥ 230 HB; ударная вязкость образцов без надреза (ГОСТ 9454) ≥ 3 кгс·м/см2.
Основными характеристиками труб из высокопрочного чугуна с шаровидным графитом являются условный проход, класс толщины стенки, длина и вид покрытия
Микроструктура ВЧШГ должна быть ферритная с шаровидной формой графита. Доля перлитной составляющей не должна превышать 20 %. Шаровидного графита должно быть не менее 95 °%. Количество структурно-свободного цементита в микроструктуре не должно превышать 5 %о. Потребителю должны поставляться трубы, выдерживающие заводское испытательное гидравлическое давление ≥ 6 МПа (то есть 60 кгс/см2) в течение 25-30 секунд.
ТВЧШГ для использования К-ПС поставляются в виде прямолинейных отрезков длиной L = 5800 ± 50 мм — «однотрубка» (рис. 1) и 11600 ± 100 мм — «двухтрубка» (рис. 2), с отклонениями от прямолинейности ≤ 0,125 %L, с нормируемыми размерами и массами (табл. 3 и 4).
Внутреннее покрытие ТВЧШГ цементно-песчаное из высокоглинозёмистого цемента либо из полимерных материалов, химически стойких к газу, нефти и пластовым водам эпоксидных композиций или полиуретановых материалов
ТВЧШГ для устройства ВНВ с использованием К-ПС могут поставляться как без покрытий, так и с покрытиями. Внутреннее покрытие может быть цементно-песчаным по ГОСТ Р 53384, EN 598 из высокоглинозёмистого цемента по ГОСТ 969 либо из полимерных материалов, химически стойких к газу, нефти и пластовым водам эпоксидных композиций или полиуретановых материалов (ГОСТ 9.602, EK 14901, 15189). Наружное покрытие может быть из: металлического цинка (ИСО 8179-1), грунтовки на основе акриловой смолы (ТУ РБ 14556184.002-96), эпоксидной композиции (ГОСТ 9.602, ЕН 14901, 15189), полиуретана (ГОСТ 9.602, ЕН 14901, 15189) либо клейкой полимерной ленты (ГОСТ 9.602), а также из одного из указанных материалов по металлическому цинку. Покрытия, с которыми целесообразно использовать ТВЧШГ для устройства ВНВ с К-ПС, можно будет рассмотреть в следующих публикациях.
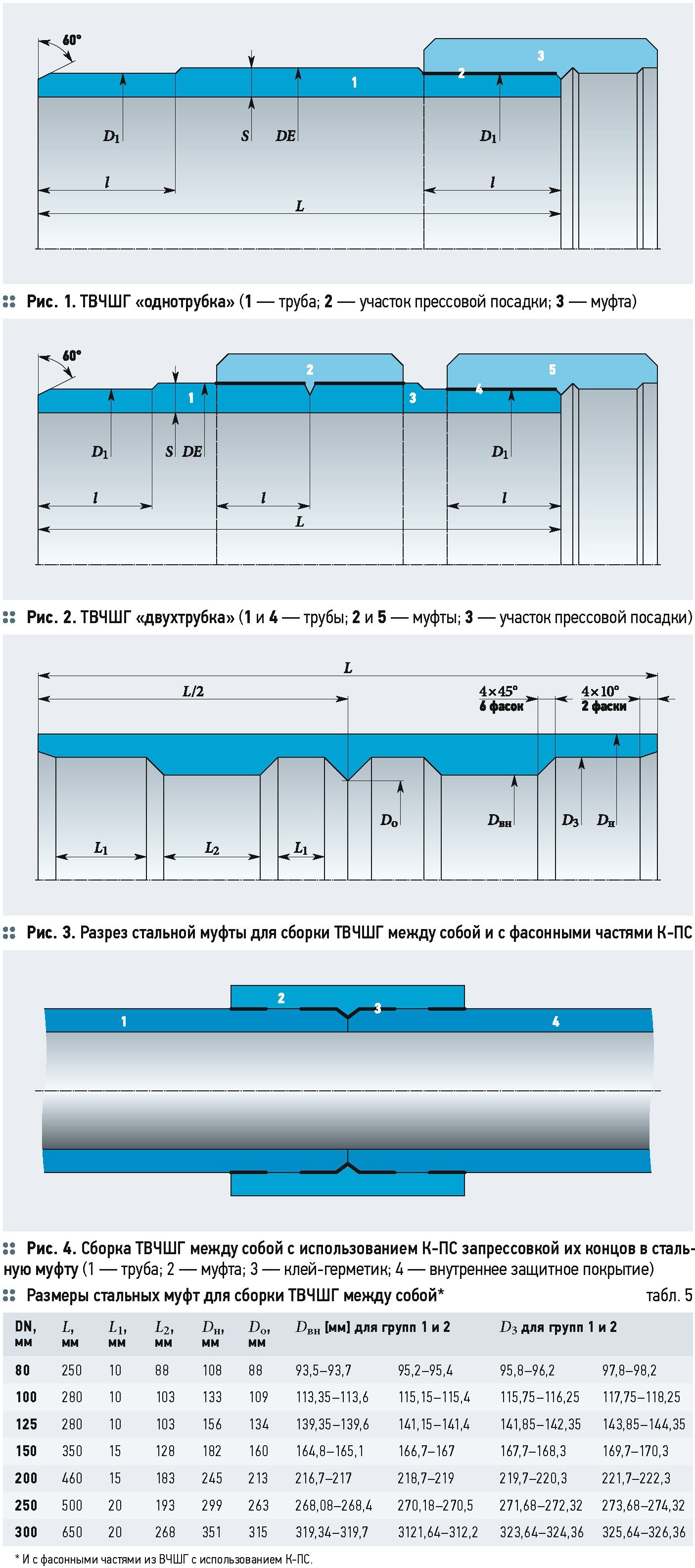
Сборка ТВЧШГ производится посредством специальных муфт (рис. 3, табл. 5) для соединений типа «ПП» [1] изготавливается из сталей марки 20 (как правило), а также марок 20А, 20С, 13ХФА, 09Г2С и 09ГСФ — для районов Крайнего Севера и приравненных к ним территорий РФ.
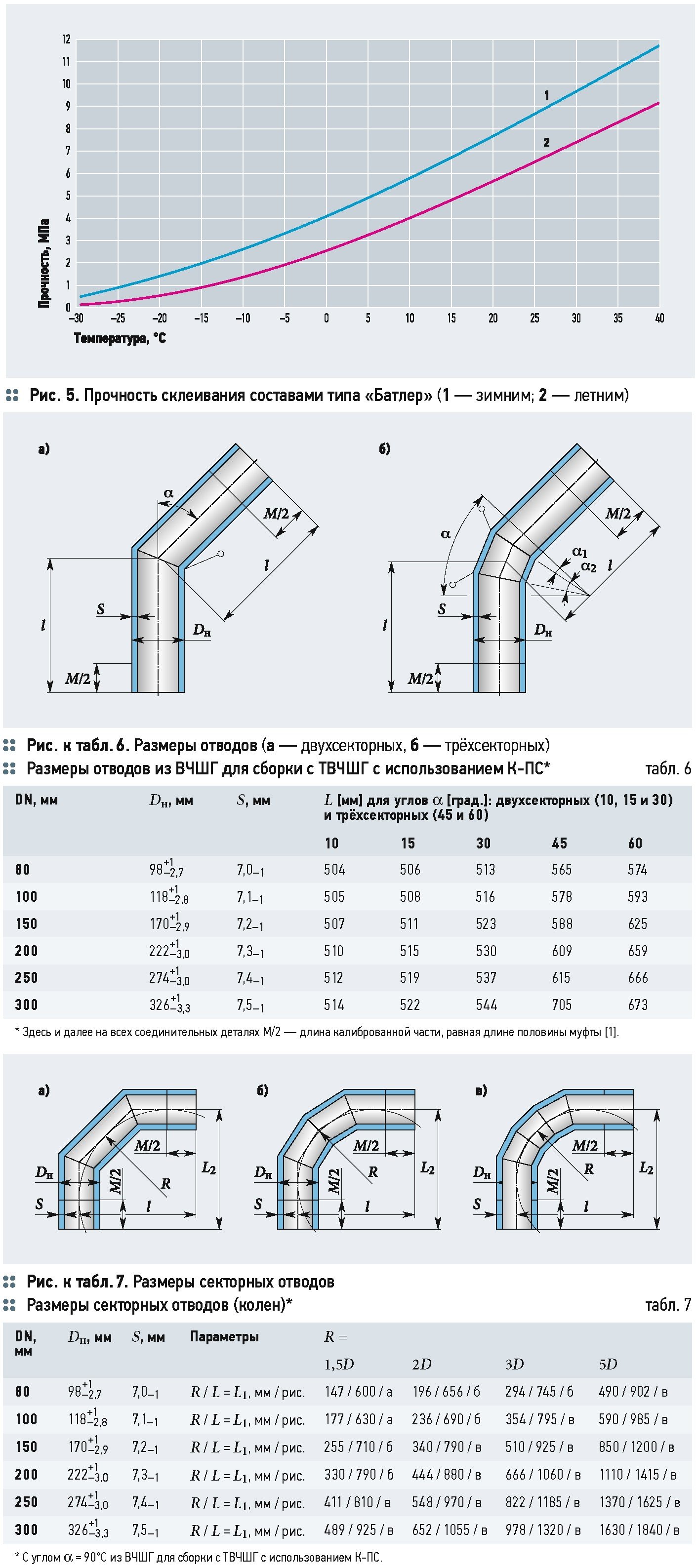
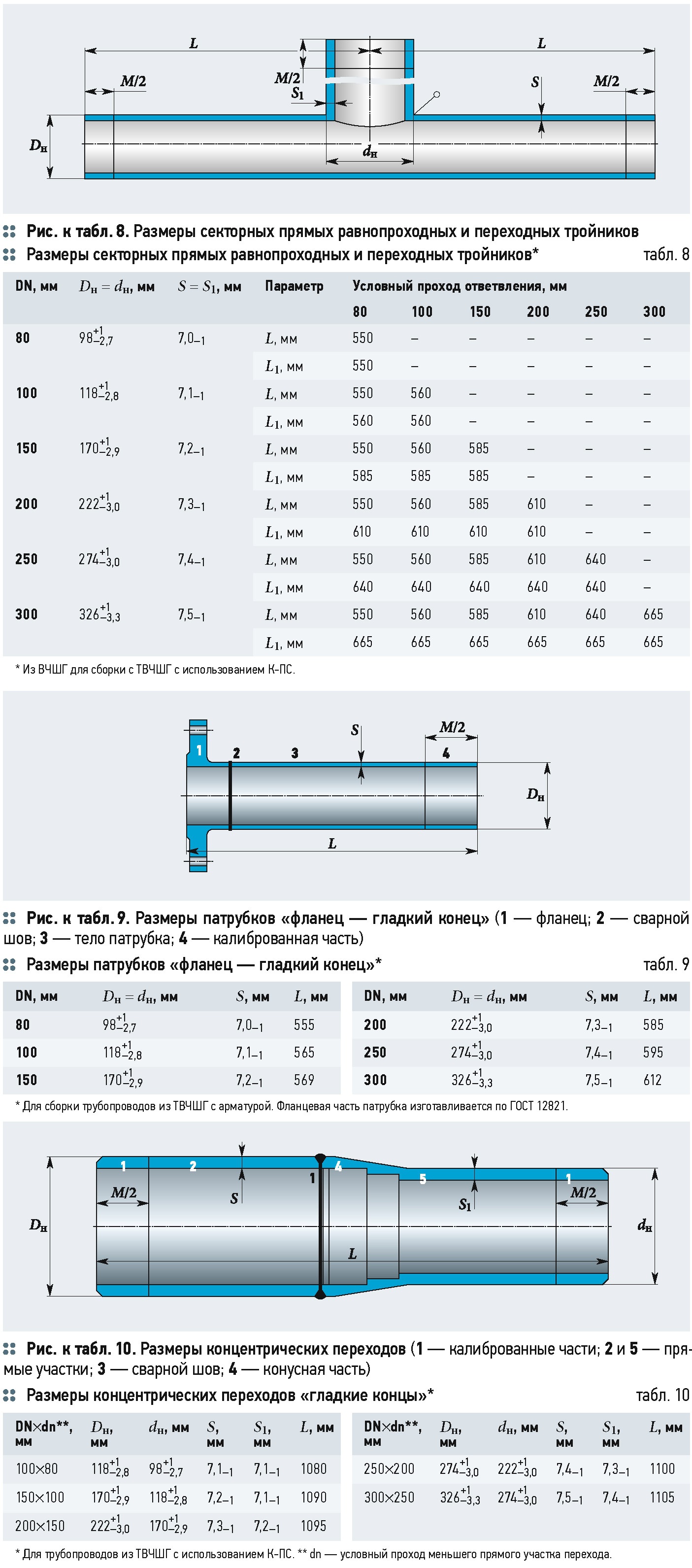
Фасонные соединительные детали — отводы (табл. 6-7), тройники (табл. 8), фланцевые патрубки (табл. 9) и переходы (табл. 10) — для устройства разветвлённых сетей с трубопроводами из ТВЧШГ, монтируемых с использованием К-ПС, изготовляются по ТУ 1468-014-239674142011 [3] сваркой заготовок из труб из ВЧШГ (ТУ 1461-075-50254094-2011 [4]) с откалиброванными концами на длине, равной длине половины муфты [1].
Фасонные соединительные детали могут поставляться с наружными поверхностями, защищёнными изоляционными покрытиями в различных сочетаниях (цинковое покрытие, акриловая смола, эпоксидная композиция, полиуретан, битумный лак, смоляной лак и др.).
Технология сборки ТВЧШГ между собой с использованием К-ПС (рис. 4) заключается в том, что в стальную муфту с двух сторон с натягом запрессовываются их концы.
Предварительно на контактируемые участки ТВЧШГ и стальной муфты наносится двухкомпонентный эпоксидный герметик. На данном этапе разработанности проблемы в качестве герметиков рекомендуется [2] использовать составы аналогичные составам типа «Батлер» (производство Butler Tech Int., США) зимнему (марка 106) и летнему (марка 105), отличающимся своей прочностью (рис. 5).
При запрессовке конца ТВЧШГ в стальную муфту без селективного их подбора из всей совокупности изделий, то есть между ними будет иметься полная взаимозаменяемость, одна часть К-ПС будет собрана с максимальным диаметральным натягом, величина которого будет определять максимальное усилие сборки
Муфта имеет рельефную внутреннюю поверхность и размеры, соответствующие размерам калиброванных концов ТВЧШГ, что позволяет обеспечить необходимый натяг и тем самым достигнуть прочной фиксации стыкуемых труб в муфте, а также сформировать герметизирующие кольца.
При запрессовке конца ТВЧШГ в стальную муфту без селективного их подбора из всей совокупности изделий, то есть между ними будет иметься полная взаимозаменяемость, одна часть К-ПС будет собрана с максимальным диаметральным натягом Δmax, величина которого будет определять максимальное усилие сборки:
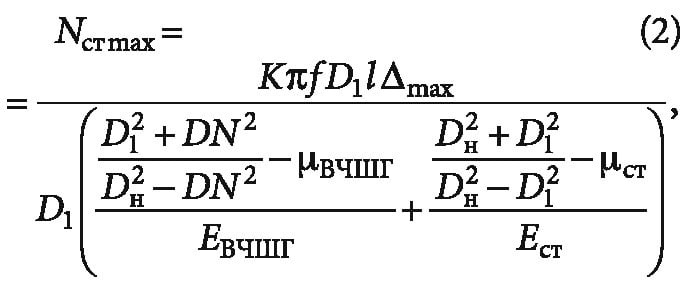
где K — коэффициент, K = 1-2; f — коэффициент трения (сцепления), f ≈ 0,3-0,5; D1, DN и Dн — диаметры по поверхности запрессовки, внутренний трубы и наружный муфты; l — длина посадки; ЕВЧШГ, μВЧШГ и Eст, μст — модули упругости и коэффициенты Пуассона ВЧШГ и стали.
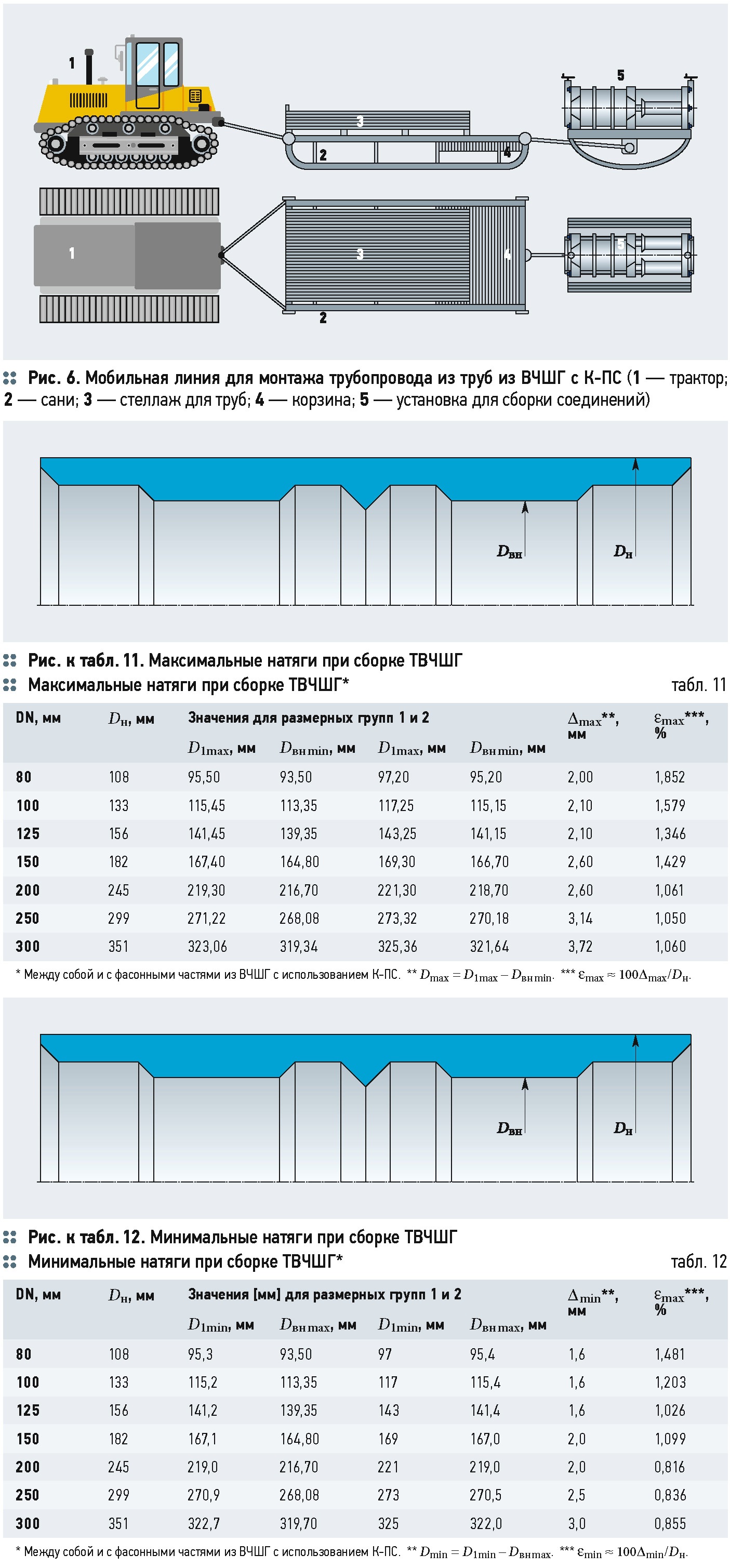
Максимальные диаметральные натяги Δmax (табл. 11) будут при запрессовке ТВЧШГ с максимальным наружным диаметром (D1max) калиброванных концов в муфты с минимальными внутренними диаметрами Dвн min).
Другая какая-то их часть будет собрана с минимальным диаметральным натягом Δmin, величиной которого будут определяться максимальные усилия протягивания трубных плетей, определяющих в свою очередь допустимую длину трубных плетей. Минимальные диаметральные натяги Δmin (табл. 12) будут при запрессовке ТВЧШГ с минимальными наружными диаметрами (D1min) калиброванных концов в муфты с максимальными внутренними диаметрами (Dвн max).
При запрессовке конца ТВЧШГ в стальную муфту без селективного их подбора, то есть в тех случаях, когда между всеми используемыми изделиями будет иметь место полная взаимозаменяемость, диаметральные зазоры между гладкими концами труб и муфтами будут определять толщину клеевой прослойки, равную радиальному зазору
Остальные К-ПС будут собраны с промежуточными натягами.
При запрессовке конца ТВЧШГ в стальную муфту без селективного их подбора, то есть в тех случаях, когда между всеми используемыми в дело изделиями будет иметь место полная взаимозаменяемость, диаметральные зазоры d между гладкими концами труб и муфтами будут определять толщину клеевой прослойки, равную радиальному зазору (t ≈ 0,5d), которая в свою очередь будет определять герметизирующую способность К-ПС, прочность склеивания чугун со сталью и расход клея.
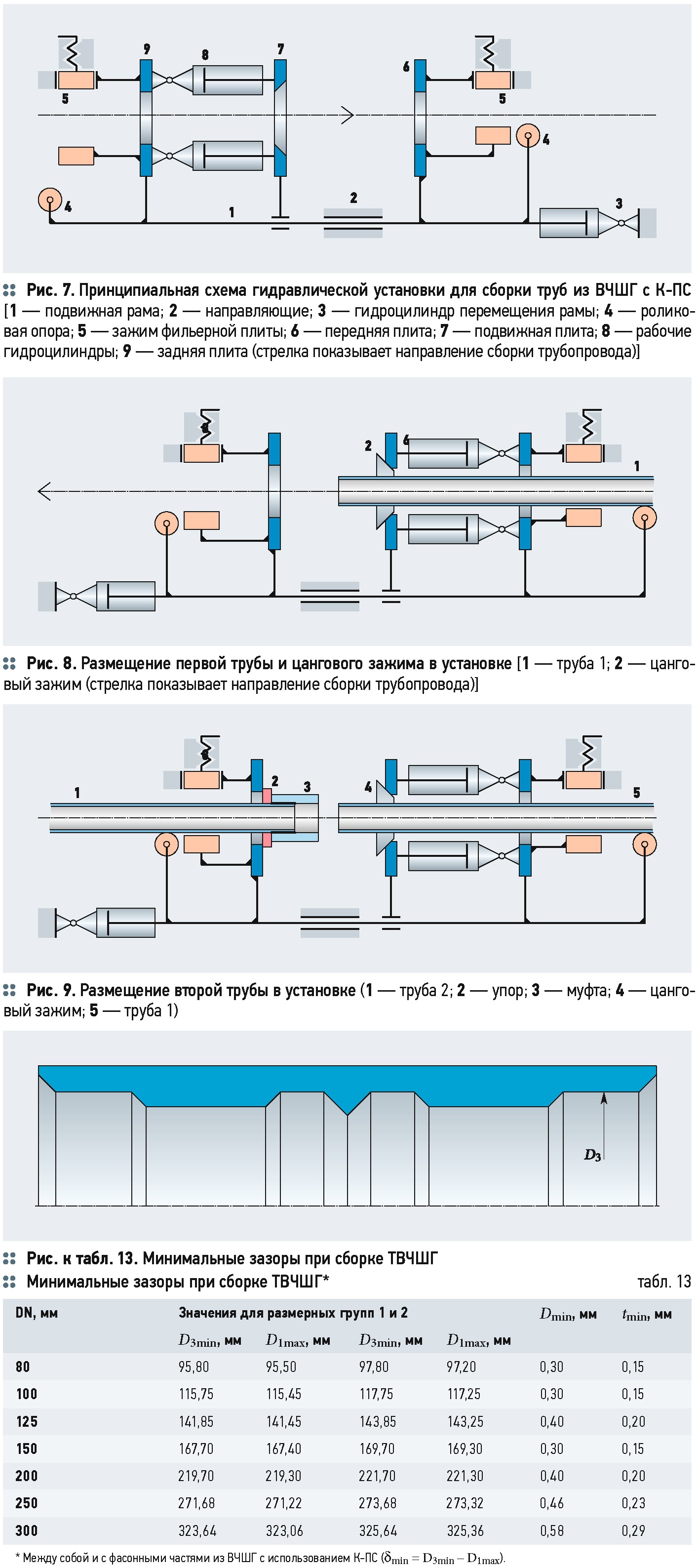
Минимальные диаметральные зазоры dmin (табл. 13) будут при запрессовке ТВЧШГ с максимальными наружными диаметрами (D1max) калиброванных концов в муфты с минимальными внутренними диаметрами D3min).
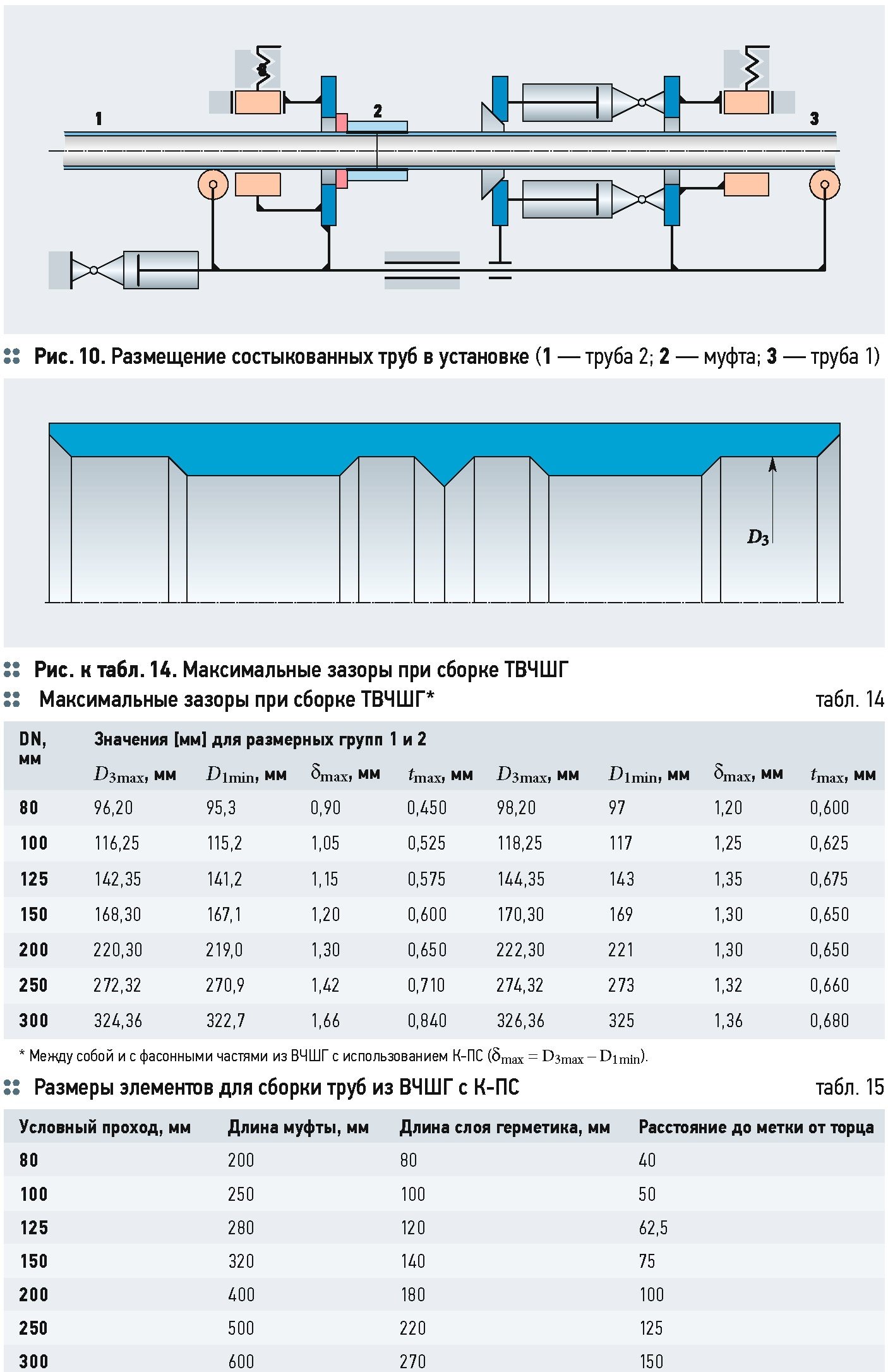
Максимальные диаметральные зазоры (табл. 14) будут при запрессовке ТВЧШГ с минимальными наружными диаметрами (D1min) гладких концов в муфты с внутренними диаметрами (D3max).
Остальные К-ПС будут собраны с промежуточными зазорами.
При монтаже трубопровода из ТВЧШГ с К-ПС используются: установка для соединения труб методом прессовой посадки [5], гидростанция с давлением не менее 20 МПа (200 кг/см2) или гидросистема трактора и трубоукладчик.
Монтаж трубопровода из труб из ВЧШГ с К-ПС осуществляют последовательным наращиванием трубопровода: в обычных условиях — на бровке вдоль траншеи (мобильный метод), а в болотистых и труднодоступных местах — на площадке (полустационарный метод).
Метод последовательного наращивания трубопровода вдоль бровки траншеи реализуется с использованием специальной установки неразъёмного муфтового соединения труб, размещённой на санях с дугообразными полозьями. Сани с установкой прицепляется к грузовым саням, загруженным запасом труб. Сани приводятся в движение трактором, гидропривод которого через систему гибких и жёстких трубопроводов соединён с гидроцилиндрами установки. Так формируется мобильная линия для монтажа трубопровода (рис. 6).
В состав мобильной линии входит стандартный трубоукладчик с требуемой грузоподъёмностью и с боковой стрелой для подачи труб с грузовых саней в установку для сборки соединений (рис. 7) и других погрузочно-разгрузочных работ.

Метод последовательного наращивания трубопровода вдоль бровки траншеи реализуется с использованием специальной установки неразъёмного муфтового соединения труб, размещённой на санях с дугообразными полозьями. Сани с установкой прицепляется к грузовым саням, загруженным запасом труб, и приводятся в движение трактором, гидропривод которого через систему гибких и жёстких трубопроводов соединён с гидроцилиндрами установки
Гидравлическая установка представляет собой подвижную раму 1, которая установлена на направляющих 2 на тракторных санях. Положение подвижной рамы с установленными на нем узлами регулируется посредством гидроцилиндра перемещения рамы 3. На раме установлены регулируемые по высоте роликовые передние и задние опоры 4, а также плиты: передняя 6, задняя 9 и подвижная 7. Подвижная плита соединена с двумя рабочими гидроцилиндрами 8. На раме укреплены винтовые зажимы 5. Питание гидроцилиндров осуществляется от гидросистемы трактора.
Возможен вариант монтажа, когда гидравлическая установка подвешивается на крюк трубоукладчика.
При сборке плети из труб из ВЧШГ с использованием прессовой посадки первую трубу (рис. 8) подают трубоукладчиком на установку и пропускают через переднюю плиту так, чтобы конец трубы оказался в рабочей зоне.
Необходимый вылет из подвижной плиты регулируют посредством гидроцилиндра 3 (рис. 4). На трубу надевают съёмные цанги с упором в подвижную плиту. Вторую трубу трубоукладчиком подают через переднюю плиту в рабочую зону тем концом, на котором напрессована муфта в цеховых условиях (рис. 1).
Муфту напрессовывают на половину длины. Между передней плитой и торцом муфты устанавливают упоры (рис. 9).
Трубу зажимают передним винтовым зажимом. На конец трубы наносят шпателем эпоксидную композицию.
При сборке плети из труб из ВЧШГ с использованием прессовой посадки первую трубу подают трубоукладчиком на установку и пропускают через переднюю плиту так, чтобы конец трубы оказался в рабочей зоне. Необходимый вылет регулируют гидроцилиндром. На трубу надевают съёмные цанги с упором в подвижную плиту. Вторую трубу трубоукладчиком подают через переднюю плиту в рабочую зону тем концом, на котором напрессована муфта в цеховых условиях. Муфту напрессовывают на половину длины. Между передней плитой и торцом муфты устанавливают упоры
Рабочими гидроцилиндрами перемещают раму установки вперёд, при этом вторая труба с муфтой перемещается назад и напрессовывается на конец первой трубы (рис. 10).
Перед напрессовкой муфты очищают концевую часть трубы от грязи, наледи и т.д., наносят слои герметика толщиной 2-3 мм — на внутреннюю поверхность муфты и 0,5-1,0 мм — на наружную поверхность трубы на установленную (табл. 15) длину.
Напрессовку осуществляют до совпадения торца муфты с заранее нанесённой меткой. Метка наносится на расстоянии от торца трубы, равном половине длины муфты.
После этого установку перемещают на расстояние, равное длине трубы, и операции повторяют на следующем стыке.
После выхода муфты за пределы установки муфту и прилегающие участки труб покрывают изоляционным материалом. При этом величина нахлёста на заводское изоляционное покрытие должна составлять не менее 150 мм.
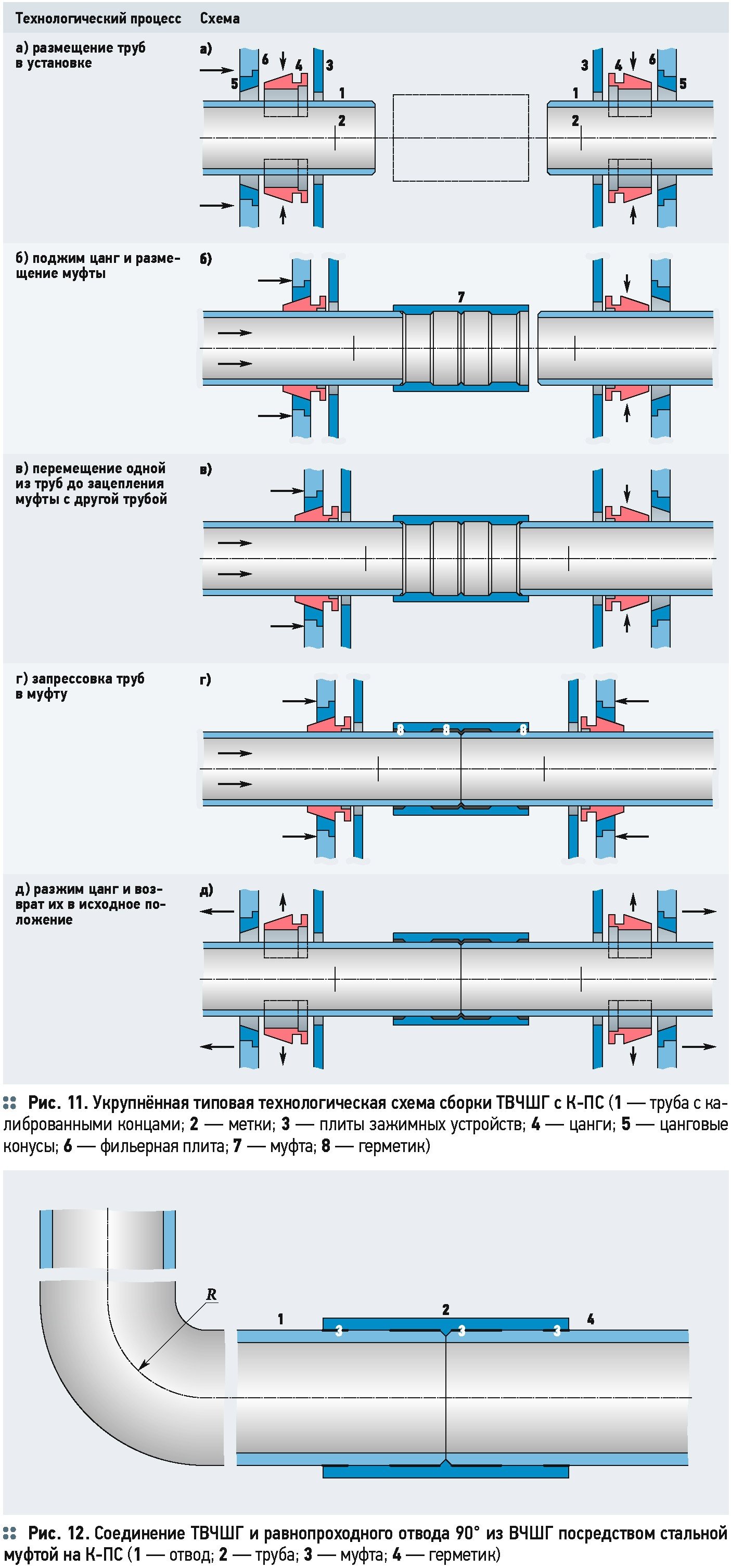
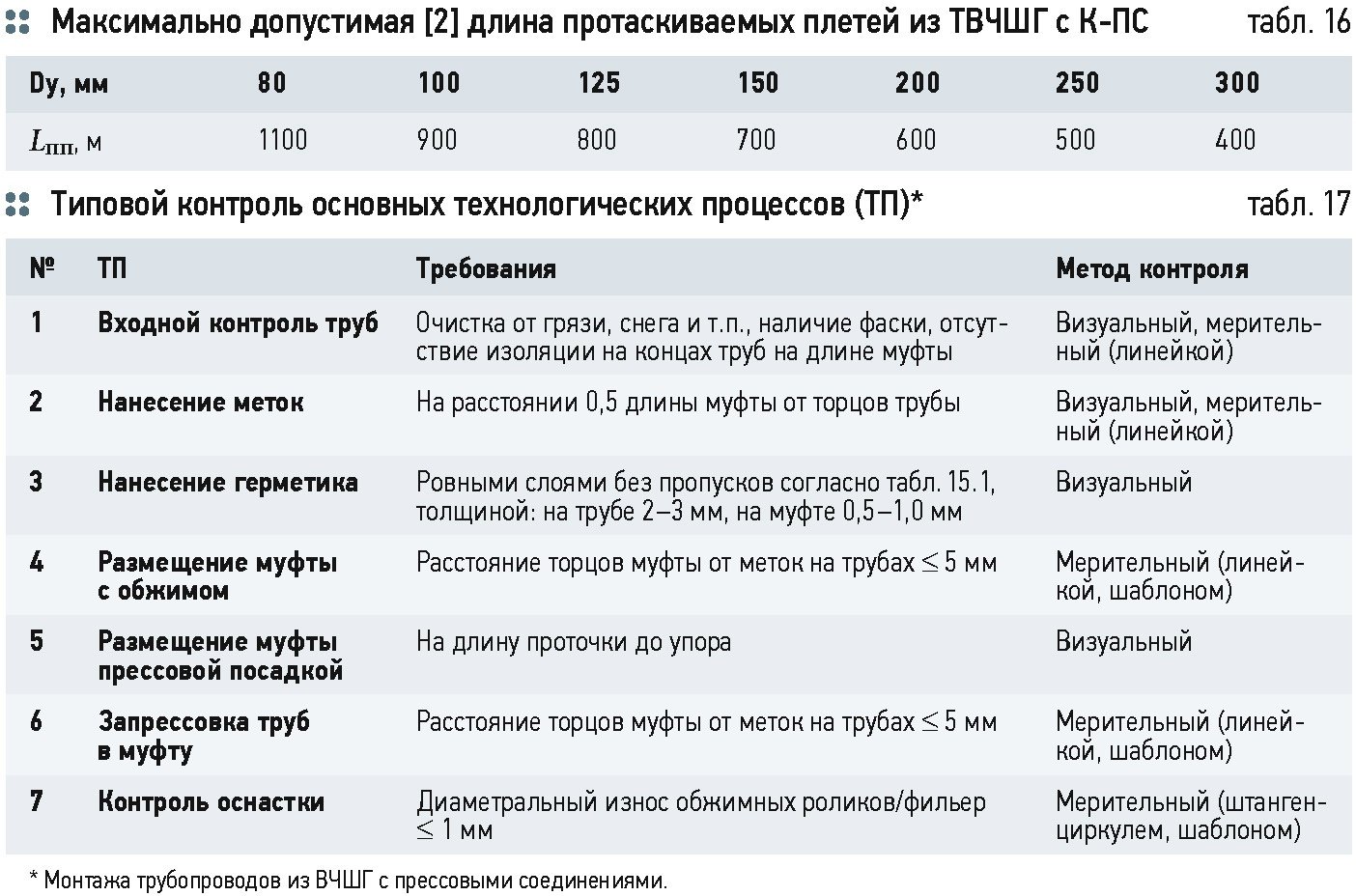
Существуют несколько модификаций данной технологии. Например, при сборке и монтаже трубопровода муфта может напрессовываться одновременно на концы и первой и второй труб одновременно (рис. 11). Соединительные детали присоединяют к трубам по той же технологии, что и трубы (рис. 12).
При невозможности монтажа трубопровода вдоль бровки траншеи или если прокладку предстоит вести по болотистой местности, где трудно применить мобильный метод, монтажные работы целесообразно производить полустационарным способом — с подготовленной площадки. На площадке может быть использован как гидропривод трактора, так и привод от маслостанции. В этом случае для получения следующего стыка перемещается плеть трубы, а установка с санями и запасом труб остаётся на площадке. При полустационарном методе монтажа, предусматривающем протаскивание смонтированной плети независимо от её длины Lпп (табл. 16), как правило, используются трубы без наружного покрытия; при наличии наружного защитного покрытия протаскиваемую плеть необходимо оснастить футеровкой, например, из деревянных реек.
При невозможности монтажа трубопровода вдоль бровки траншеи или если прокладку надо вести по болотистой местности монтажные работы целесообразно производить полустационарным способом с подготовленной площадки. На площадке может использоваться гидропривод трактора или привод от маслостанции. Для получения следующего стыка перемещают плеть трубы, а установка с санями и запасом труб остаётся на площадке
Трубопровод из ВЧШГ с К-ПС, собранный при положительной температуре окружающего воздуха, может подвергаться монтажным нагрузкам (подъёму и перемещению) только после достаточного окончательного отверждения эпоксидного состава (примерно через сутки после сопряжения последнего стыка). Собирать трубы из ВЧШГ прессовой посадкой при отрицательной температуре окружающего воздуха следует с использованием герметиков быстрого отверждения.
Перед нанесением герметика сопрягаемые поверхности следует прогревать (до контролируемой термокарандашом или контактным термометром температуры 20-50 °C).
При прокладке трубопроводов из ТВЧШГ с К-ПС следует проводить: проверку (аттестацию) квалификации персонала (операторов); входной контроль качества (ВКК) труб, изделий и материалов; технический осмотр оборудования (гидрофицированной установки, трубоукладчика, трактора-буксировщика, строп, траверс); систематический операционный контроль качества (ОКК) сборки и монтажа; 100 % визуальный контроль соединений, измерительный контроль геометрических параметров; испытания собранных стыков в составе трубопровода на прочность и герметичность.
Аттестацию операторов гидравлической установки по монтажу трубопроводов из ВЧШГ проводят в процессе производственной аттестации технологического процесса. Технологические процессы соединения ТВЧШГ до использования на трассе должны пройти производственную аттестацию для каждого отдельного объекта. Аттестацию необходимо повторить в случае инцидентов и аварий, связанных с разрушением труб и соединений, а также течи при испытаниях. По результатам производственной аттестации и испытаний смонтированного трубопровода допуски сопрягаемых поверхностей и технологические режимы могут быть скорректированы.
Данную производственную аттестацию проводит строительно-монтажное предприятие. Производственная аттестация должна подтвердить соответствие применяемых технологий, материалов, деталей, труб и оборудования требованиям проектной и нормативной документации. Производственная аттестация проводится комиссией, председателем которой является инженерно-технический работник строительно-монтажного предприятия. Членами комиссий должны быть непосредственные производители работ (например, начальник участка, производственной базы, мастер).
Производственная аттестация может проводиться на стационарных производственных базах либо на трассовых (временных) производственных площадках. Производственная аттестация проводится с использованием серийного оборудования и материалов, деталей, узлов и труб.
Производственная аттестация проводится комиссией, председателем которой является инженерно-технический работник строительно-монтажного предприятия. Членами комиссий должны быть непосредственные производители работ. Производственная аттестация проводится с использованием серийного оборудования и материалов, деталей,узлов и труб
Производственную аттестацию проводят в следующем порядке: проверяют и налаживают оборудование; проводят входной контроль деталей, материалов, труб, узлов; проводят сборку плети труб; выполняют операции соединения труб и соединительных деталей запрессовкой в муфты. При этом концевые элементы должны быть заглушены; проводят визуальный и измерительный контроль соединений; снимают плеть с установки и заглушают концы труб; подают в плеть воду, поднимают давление до величины испытательного по проекту, выдерживают 10 минут и снижают давление до нуля; повторяют последнюю операцию 10 раз (циклические испытания) и осматривают соединение.
Производственную аттестацию технологического процесса сборки К-ПС необходимо проводить на трубах из ВЧШГ и соединительных деталях, размеры сопрягаемых частей которых должны соответствовать минимальным натягам в пределах допусков.
Производственная аттестация считается положительной, если при испытании трубной плети не появились течи, деформации и разрушения деталей и/или стыков. По результатам производственной аттестации оформляют протокол, в котором следует указать: сопрягаемые размеры деталей и труб, измеренные с точностью 0,01 мм; максимальное давление по манометру установки в момент обжатия; приращение наружного диаметра муфты ΔDма в напрессованной части, измеренное с точностью 0,01 мм (это один из основных показателей качества сборки соединений в трассовых условиях — ΔDмт ≥ ΔDма); результаты гидравлических испытаний.
Контроль ТВЧШГ и др. изделий и материалов следует проводить в процессе монтажа трубопроводов с К-ПС по основным технологическим процессам (табл. 13).
Технический осмотр оборудования следует проводить через каждые 10 дней работы оборудования с записью в журнале результатов проверки на соответствие его паспортным данным: затяжку креплений, отсутствие течи в соединениях гидроаппаратуры, величину задиров на направляющих установки, состояние прицепов; давление в гидросистеме установки (трактора), уровень масла в гидробаке; лёгкость хода роликов, фильеры и плит при холостых ходах; состояние канатных строп и траверсы.
Операционный контроль предусматривает: проверку качества подготовки труб и соединительных деталей под сборку; контроль — усилий обжимки и запрессовки по манометру на установке, температуры поверхностей перед нанесением эпоксидного компаунда, продолжительности времени от момента введения отвердителя в эпоксидный состав до запрессовки ТВЧШГ и размеров муфты (шаблонами) при сборке К-ПС; контроль — рецептуры герметика, температуры, а также времени полимеризации герметика.
Измерения и контроль режимов сборки ведут с помощью секундомера, электронного термометра, манометра и динамометра. Собранные К-ПС по внешнему виду и размерам должны удовлетворять требованиям (табл. 17).

Технический осмотр оборудования следует проводить через каждые 10 дней работы оборудования с записью в журнале результатов проверки: затяжку креплений, отсутствие течи в соединениях гидроаппаратуры, величину задиров на направляющих установки, состояние прицепов; давление в гидросистеме установки, уровень масла в гидровлическом баке; лёгкость хода роликов и т.п.
Монтаж трубопроводов из ТВЧШГ с К-ПС на бровке траншеи с последующей укладкой в траншею во многом аналогичен технологии прокладке стальных сварных трубопроводов. Технологические процессы по укладке трубопровода в траншею не должны приводить к местным перенапряжениям труб и соединений, а также не должны приводить к повреждению изоляционного покрытия. Количество трубоукладчиков должно быть не менее трёх, высота подъёма минимальна, точка подвеса должна располагаться не ближе 1,5 м от муфты. Если траншея или участок обводнены, то целесообразно применять метод протяжки. Перед укладкой в обводнённую траншею необходимо провести испытание трубной плети на прочность и герметичность.
Максимальную длину протаскиваемой плети следует определять расчётом. Расчёт допустимой осевой нагрузки тяжения Nт плети из труб из ВЧШГ с К-ПС производится по схеме разрушения стыков смежных труб, прочность которых в общих случаях обеспечивается как прессовой посадкой конца чугунной трубы в стальную муфту, Nст min = φ(Δmin), так и склеенной частью трубы с муфтой Nк:
Nт ≤ Kзт(Nст max + KзкNк), (3)
где Kзт и Kзк — коэффициенты запаса на разброс показателей технологии протягивания трубопроводов из труб из ВЧШГ и прочности склеивания различными эпоксидными составами чугунных труб и стальных муфт.
Значения Nст min = φ(Δmin) и определяются по (2) с использованием Δmin.
Что касается усилий для склеенной части соединений, то в данном случае они не учитываются, так как рекомендуется использовать клеи-герметики. Отличие герметика от клея заключается не столько в свойствах материалов, сколько в их назначении [6]. Основная задача клея — обеспечить прочную фиксацию, тогда как функции герметиков ограничиваются только решением задач обеспечения заданного уровня герметизации; прочность соединения при этом не требуется. Эпоксидные клеи холодного отверждения не требуют дополнительного подогрева. В их число входят клеи, отверждение которых лежит в пределах комнатной температуры 15-35 °C, и отверждение которых происходит при более низких температурах. Отвердителями в эпоксидных клеях комнатного отверждения служат алифатические амины (полиэтиленполиамины, диэтилентриамин, триэтилентетрамин, гексаметилендиамин), низкомолекулярные полиамиды.
В заключение следует отметить, что рассмотренные конструктивные и технологические особенности при правильном использовании могут оказаться весьма полезными при устройстве высоконапорных водопроводов из труб из ВЧШГ с клеепрессовыми соединениями. Также следует указать и то, что не удалось раскрыть проблему склеивания прессовых соединений «сталь-чугун». Этой проблемой в настоящее время серьёзно занимаются специалисты ОАО «НИИМосстрой». В случае заинтересованности широкой научно-технической общественности указанной проблеме могут быть посвящены следующие статьи.
