
Впервые более или менее осознанная мысль о производстве трубчатых радиаторов прозвучала в компании RIFAR около четырёх лет назад. Останавливали от продолжения рассуждений отсутствие технологии холодной штамповки и нежелание использовать устаревшую, классическую для этого типа приборов контактно-стыковую сварку, создающую большое количество сварочного грата. Инженеры компании сходились и расходились во мнениях о том, каким должен быть стальной трубчатый радиатор отопления для России. Неопределённости добавляла и разная для РФ и Европы нормативная база, в частности, требования ГОСТ 31311 «Приборы отопительные. Общие технические условия» и EN 442. В России таких производств нет, сравнивать не с чем. Поэтому с пристальным вниманием изучался опыт эксплуатации европейских радиаторов в российских реалиях.
Применяемые в Европе нормативы для производства радиаторов отопления допускают минимальную толщину стальной стенки радиатора до 0,8 мм. Не стоит думать, что кто-то из европейских производителей использует рулонную сталь с толщиной 0,8 мм для штамповки элементов радиатора отопления. Сформировать, например, головную часть прибора при такой толщине — сложно реализуемая задача с рядом критических последствий. В основном используется сталь с толщиной от 1,2 до 1,5 мм, и 0,8 мм могут появиться на заготовке элемента радиатора только после процессов деформации в штампе. А трубы, которые используют в Европе для таких изделий, могут иметь толщину стенки около 1 мм. В радиаторе TUBOG толщина стали в заготовке составляет 1,6 мм, как для трубы, так и для головной части.

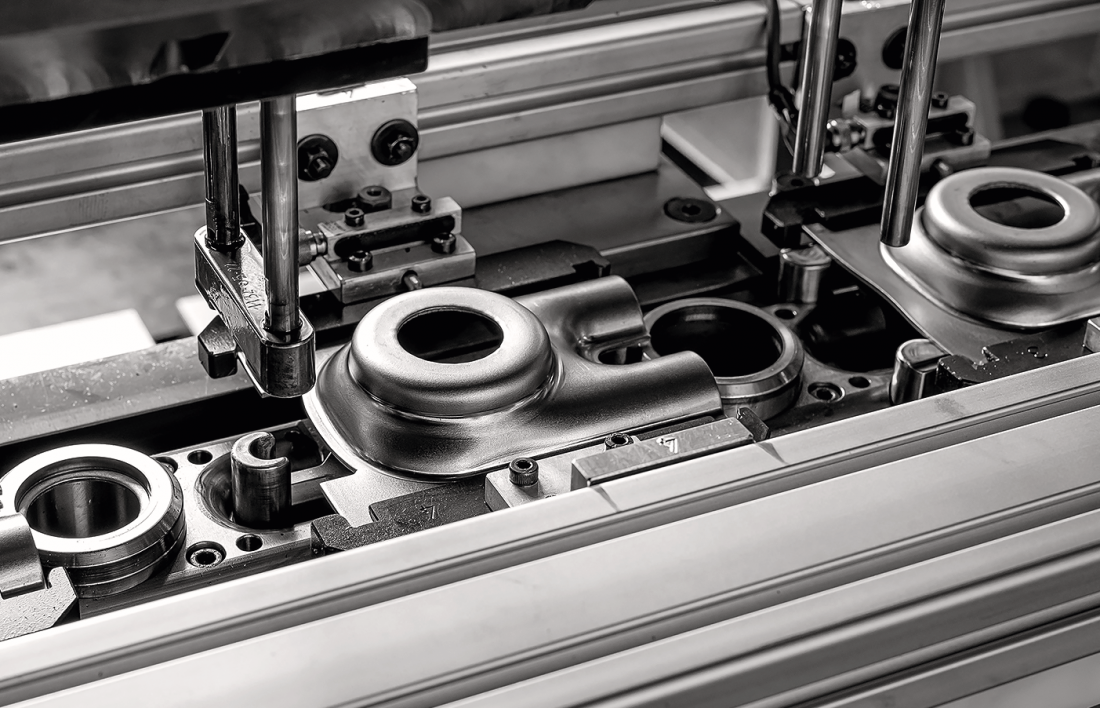
Во-вторых, изучая и пробуя технологию производства, инженеры RIFAR понимали, что вынуждены работать с продукцией, в которой сосредоточены и технологии, и геометрическая точность. Было важно получить, например, суперточность (0,01 мм) в автоматизированной холодной штамповке. Для достижения этого компании были необходимы не только оборудование и соответствующие штампы, но и технология и культура автоматизированного производства.
Чтобы получить качественное изделие, которое захотел бы купить конечный потребитель, необходимо штампованные заготовки сварить между собой, а потом приварить к ним трубы. И все сварочные соединения должны быть не только герметичными, но и не иметь выступов, переходов и т. п.
Трубное производство компанией RIFAR было освоено ещё в 2017 году. Благодаря уникальному составу оборудования с производством труб повышенной точности проблем не возникло, а вот за всем остальным пришлось обращаться к европейским коллегам, поскольку производителей штампов и прессов, которые могут быть использованы для производства трубчатого радиатора, в России нет. Автоматическая сварка деталей с повышенной толщиной сделала необходимым переход на более современные сварочные системы.
Так в технологии производства появились импульсная сварка и лазерные сварочные системы с пространственной кинематикой. Это обеспечивает снижение выбросов в атмосферу в несколько раз, а оборудование имеет очень низкие мощности источников сварки, которые при этом в определённый момент времени выдают большой поток энергии.

В-третьих, причиной полной переработки гидравлической схемы трубчатого радиатора с нижним подключением в компании RIFAR стал тот удивительный факт, что большинство радиаторов с встроенным термостатическим клапаном, производимых в Европе, имеют врождённую проблему. В некоторых случаях их нужно балансировать из-за стука, возникающего в клапане при его открытии. Объём рынка таких приборов составляет более 40% от общего количества трубчатых радиаторов, а это очень много. Гидравлическая схема в радиаторах TUBOG отличается тем, что не нужно никаких балансировочных клапанов, она устроена так же, как и в классических моделях компании, — с применением распределителя потока. Таким образом, вода в трубчатом радиаторе TUBOG затекает в клапан в правильном направлении так, как должно быть, а не в противоположном, как у большинства западных производителей.
И, наконец, сталь. Завод RIFAR производит радиаторы TUBOG из стали Correx с высокими антикоррозионными свойствами. Компания «Северсталь» с 2011 года поставляет эту сталь на производство RIFAR, более того, она разработана специально для стальных магистральных труб и отопительных приборов и обеспечена технологией контроля качества на содержание коррозионно-активных неметаллических включений (КАНВ). Химический состав, специальные приёмы легирования и внепечной обработки стали привели к существенному снижению содержания КАНВ, которые в процессе эксплуатации прибора могут становиться очагами язвенной коррозии.

Подводя итог, можно декларировать — построенное предприятие впитало в себя как новые методы и технологии производства, так и традиционный профессионализм компании в целом, наработанный за 20 лет. А качество производимых стальных трубчатых радиаторов TUBOG российского производства выходит на уровень лучших мировых производителей.
