Традиционные хладагенты групп ХФУ и ГХФУ
Хладагент R12. Дифтордихлорметан относится к группе ХФУ (CFC), представляет собой бесцветный газ со специфическим запахом, в 4,18 раза тяжелее воздуха. Характеризуется высоким потенциалом разрушения озона (ODP = 1) и большим потенциалом глобального потепления (GWP = 8500). Один из наиболее распространённых и безопасных при эксплуатации хладагентов. Обезвоженный R12 нейтрален ко всем металлам. Характеризуется повышенной текучестью, что способствует проникновению его через мельчайшие неплотности и даже через поры обычного чугуна. В то же время благодаря повышенной текучести R12 холодильные масла проникают во все трущиеся детали, снижая их износ. Поскольку R12 — хороший растворитель многих органических веществ, при изготовлении прокладок применяют специальную резину (севанит или паронит). В холодильной технике R12 широко применяли для получения средних температур.
Хладагент R11. Фтортрихлорметан, тяжёлый газ (в 4,74 раза тяжелее воздуха), относится к группе ХФУ (CFC). Характеризуется высокой озоноразрушающей активностью (ODP = 1). Согласно Монреальскому протоколу, с 1 января 1996 года прекращено производство R11 (поправка «Копенгаген» 1992 года). Для организма человека R11 безвреден, он невзрывоопасен, неограниченно растворяется в минеральном масле. В воде R11 нерастворим, допустимая массовая доля влаги не более 0,0025 %. Обезвоженный хладагент нейтрален ко всем металлам, за исключением сплавов, содержащих более 20 % магния. Нормальная температура кипения 23,8 °C. Объёмная холодопроизводительность R11 мала, применяют его в холодильных машинах при температуре кипения до -20 °C. Хладагент R11 широко применяли в промышленных кондиционерах, турбокомпрессорах средних и больших мощностей.
Хладагент R502. Азеотропная смесь хладагентов R22 и R115. Массовая доля R22 составляет 48,8 %, a R115 — 51,2 %. Относится к группе ХФУ (CFC), имеет следующие экологические характеристики: ODP = 0,33, GWP = 4300. Невзрывоопасен, малотоксичен и химически инертен к металлам. Растворимость R502 в маслах, коэффициент теплоотдачи при кипении и конденсации близки к соответствующим значениям для R22. Характерная особенность R502 — малорастворим в воде. Объёмная холодопроизводительность его выше, а температура нагнетания ниже примерно на 20 °C, чем у R22, что положительно сказывается на температуре обмотки электродвигателя при эксплуатации герметичного холодильного компрессора. Хладагент R502 широко применяли в низкотемпературных компрессионных холодильных установках.
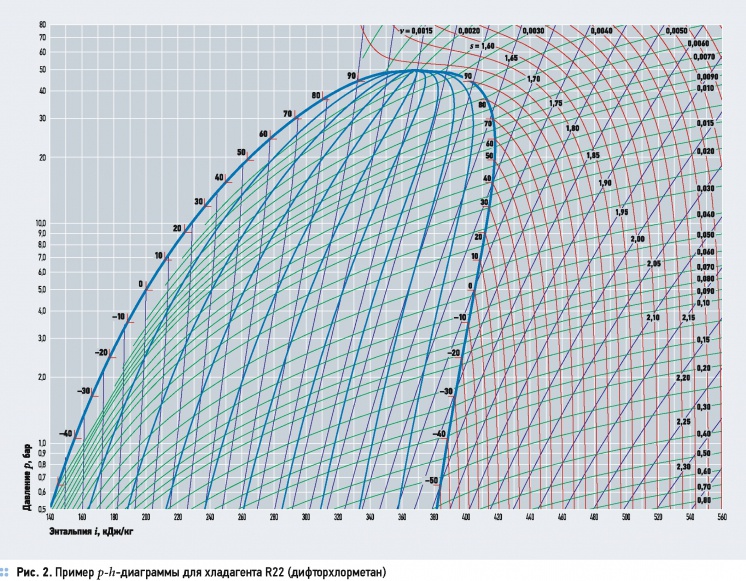
Хладагент R22. Дифторхлорметан относится к группе ГХФУ (HCFC) — это бесцветный газ со слабым запахом хлороформа, более ядовит, чем R12, невзрывоопасен и негорюч. Имеет низкий потенциал разрушения озона (ODP = 0,05), невысокий потенциал парникового эффекта (GWP = 1700), то есть экологические свойства R22 значительно лучше, чем у R12 и R502. По сравнению с R12 хладагент R22 хуже растворяется в масле, но легко проникает через неплотности и нейтрален к металлам. Для R22 холодильной промышленностью выпускаются холодильные масла хорошего качества. Хладагент R22 слабо растворяется в воде. Коэффициент теплоотдачи при кипении и конденсации на 25-30 % выше, чем у R12, однако R22 имеет более высокие давление конденсации и температуру нагнетания (в холодильных машинах). Этот хладагент широко применяют для получения низких температур в холодильных компрессионных установках, в системах кондиционирования и тепловых насосах. В холодильных установках, работающих на R22, необходимо использовать минеральные или алкилбензольные масла. Нельзя смешивать R22 с R12 — образуется азеотропная смесь.
По энергетической эффективности R502 и R22 достаточно близки. Холодильную установку, использующую в качестве рабочего тела R502, можно адаптировать к применению R22. Однако, как отмечалось ранее, R22 имеет более высокое давление насыщенных паров и, как следствие, более высокую температуру нагнетания.
Хладагент R123. Относится к группе ГХФУ (HCFC). Температура кипения при атмосферных условиях 27,9 °C. Потенциал разрушения озона ODP = 0,02, потенциал глобального потепления GWP = 90. Хладагент предназначен для ретрофита (замена хладагента на озонобезопасный) холодильных установок — водоохладителей, работающих на R11. Теоретическая холодопроизводительность цикла с R123 составляет 0,86 относительно холодопроизводительности цикла с R11, температура и давление конденсации ниже на 10-15 % по сравнению с R11. В сочетании с R123 рекомендуется использовать алкилбензольное холодильное масло или смесь минерального и алкилбензольного.
Хладагент R13. «Хладон-13» (трифтор-хлорметан, CF3Cl, CFC13, R13) — бесцветный негорючий газ со слабым запахом тетрахлорметана (ODP = 1; GWP = 11700). Является хладагентом высокого давления в технике средних и низких температур. При соприкосновении с пламенем разлагается с образованием высокотоксичных продуктов. «Хладон-13» уже давно снят с производства и заменён хладоном R23.
Альтернативные многокомпонентные хладагенты групп ГХФУ
Хладагент R401a (-b, -c). Это зеотропная смесь среднего давления с температурным глайдом Δtgl = 4-5 К. В зависимости от условий эксплуатации, холодопроизводительность холодильной системы, в которой ранее был R12, увеличивается на 5-8 %. Хладагент R401 несовместим с минеральными маслами, поэтому во время ретрофита необходимо заправлять холодильный агрегат алкилбензольным маслом, причём также требуется замена фильтра-о сушителя.
Хладагент рекомендуется применять для ретрофита в высоко- (более 0 °C) и среднетемпературных торговых холодильных установках (герметичные, бессальниковые компрессоры и компрессоры с открытым приводом), бытовых холодильниках и стационарных кондиционерах воздуха для замены R12.
Холодопроизводительность холодильной системы, работающей на R401, сопоставима с холодопроизводительностью систем на R12 при температурах кипения выше -25 °C.
Необходимо отметить, что изменение состава рабочей смеси, циркулирующей в конкретной холодильной системе, может привести к ухудшению её энергетических характеристик, особенно в схемах с ресивером или при значительной длине коммуникационных линий
Хладагент R404а. Это близкозеотропная смесь R125, R143a и R134a с соотношением массовых долей компонентов 44; 52 и 4 %, соответственно. Температурный глайд — менее 0,5 К. В зависимости от условий эксплуатации обеспечиваются повышение холодопроизводительности на 4-5 % и снижение температуры нагнетания в компрессоре до 8 % по сравнению с аналогичными характеристиками R502. После поступления в продажу с конца 1993 года R404a первоначально использовали в новом оборудовании, рассчитанном на низкие и средние температуры кипения. В настоящее время R404a применяют в качестве заменителя R502 при ретрофите систем. При этом необходима замена минерального масла на полиэфирное и фильтра-осушителя.
Изменение состава смеси, циркулирующей в холодильной системе, может привести к ухудшению её энергетических характеристик, особенно в схемах с ресивером или при значительной длине коммуникационных линий. Компонентом служит R143a, который в чистом виде становится горючим при давлении 105 Па и температуре 177 °C, и в смеси с воздухом при объёмной доле 60 %. При низких температурах для возникновения горючести требуются высокие давления. Поэтому R404а также не следует смешивать с воздухом или пользоваться и допускать присутствия высоких концентраций воздуха с давлением выше атмосферного или при высоких температурах.
Хладагент R409A. Представляет собой смесь на основе ГХФУ: R22, R124 и R142. Массовые доли компонентов составляют 60; 25 и 15 %, соответственно. Температура кипения при атмосферных условиях -34 °C. Потенциал разрушения озона ODP = 0,05. Хладагент негорюч и неядовит, совместим с минеральными, а также с алкилбензольными маслами. Предназначен для ретро фита холодильных систем мобильного торгового транспортного оборудования, бытовых холодильников, промышленных холодильных установок с поршневыми и винтовыми компрессорами.
Хладагент С10М1. Хладагент С10М1 (ТУ 2412-003-32837395-98), разработанный компанией «Астор» и производимый под зарегистрированной маркой «Астрон 12», — это трёхкомпонентная смесь на основе гидрохлорфторуглеродов R22/ R21/R142b, имеющих ограниченный срок применения. Предназначена смесь С10М1 для ретрофита холодильных систем, работающих на R12.
Выпускают смеси двух марок (А и Б), различающихся массовыми долями компонентов: в смеси С10М1 марки A — R22, R21 и R142b массовые доли компонентов 65; 5 и 30 %, соответственно; в смеси С10М1 марки Б — 65; 15 и 20 %.
Состав смеси подобран таким образом, чтобы эксплуатационные характеристики оборудования с этими хладагентами минимально отличались от показателей, достигаемых при работе с заменяемым хладагентом R12.
Хладагенты С10М1 нетоксичны, негорючи и по основным физико-химическим, термодинамическим и эксплуатационным свойствам сходны с хладагентом R12. В качестве заменителя R12 эти хладагенты, например, прошли трёхлетние испытания в отечественном торговом холодильном оборудовании, в том числе в бытовых холодильниках производства заводов «Атлант», «ЗИЛ» и др.:
- С10М1 марки А — в рефрижераторах (пятивагонные рефрижераторные секции ЦБ-5 производства завода «Дессау» и РС-4, выпускаемые на БМЗ) и кондиционерах железнодорожного транспорта (установки типа МАБ-II);
- С10М1 марки Б — в торговом холодильном оборудовании (холодильные агрегаты ВСР400, ВС500, ВС3800, ФАК-1,65МЗ, ФАК-1,5МЗ, АК-4,5 и др.) и в бытовых холодильниках (ЗИЛ-64, ЗИЛ-227, МХМ 152, КШД 270/280 и др.).
Преимущества хладагента С10М1 («Астрон 12») по отношению к зарубежным аналогам следующие:
- относительная дешевизна — хладагент состоит из компонентов, выпускаемых российскими заводами, а его производство также было организовано в РФ;
- транспортировать хладагент можно в контейнерах и баллонах, предназначенных для перевозки R12;
- перевод холодильного оборудования с R12 на смеси С10М1 осуществляют исключительно путём замены самого хладагента без какой-либо модернизации холодильного оборудования, без внесения изменений в конструкцию холодильной машины и без замены компрессорного масла (в холодильном оборудовании, работающем на R12, используют минеральное масло ХФ12-16);
- переход на хладагент С10М1 не предусматривает дополнительной подготовки холодильной системы к работе, переобучения персонала, применения специального оборудования или инструмента для сервисного обслуживания холодильной техники, то есть, согласно международной классификации, технология перехода на этот хладагент классифицируется как drop in (простая замена).
Технология перевода действующей холодильной техники с хладагента R12 на смеси С10М1 отработана и оптимизирована в процессе опытной эксплуатации соответствующего оборудования. Обязательное условие применения смесей — заправка оборудования хладагентом в жидкой фазе. В случае утечки до 30-35 % хладагента С10М1 из системы в процессе эксплуатации проводят дозаправку смесью того же состава.
Хладагент R142b. При нормальной температуре и давлении HCFC-142b — бесцветный газ. Температура кипения при нормальном давлении -9,8 °C. Характеризуется невысокими давлениями при высоких температурах конденсации. Используется в кондиционерах и тепловых насосах.
Смесь R22/R142b. Хладагент — негорючая зеотропная смесь, компоненты которой имеют ограниченный Монреальским протоколом срок применения. Результаты испытаний бытовых холодильников, заправленных смесью R22 и R142b (с массовыми долями 0,6 и 0,4, соответственно), показали, что энергопотребление осталось практически на том же уровне, что и при использовании R12. Применение этой смеси целесообразно при ретрофите действующего холодильного оборудования, при этом не требуется замены масел, фильтров-осушителей, а также внесения изменений в конструкцию холодильного агрегата. Смесь R22 и R142b может служить переходным хладагентом не только в бытовой технике, но и в другом холодильном оборудовании.
Хладагент R408a. Разработан концерном Elf Atochem в качестве альтернативы R502 при ретрофите в действующих холодильных системах. Близкоазеотропная смесь, состоит из компонентов R22, R143a и R125. Состав по массе: 44; 4 и 52 %, соответственно. Предназначен для применения в мобильных транспортных холодильных системах, а также в промышленных холодильных установках с поршневыми и винтовыми компрессорами. У R408a и R502 при одной и той же температуре давления близки, температура конденсации выше на 10 К. Холодопроизводительность цикла примерно на 1-10 % выше, чем при работе на R502.
Плотность жидкости R408a ниже, чем у хладагента R502, следовательно, ниже требуемая масса заправки, и имеющиеся в установке ресиверы, трубопроводы и насосы, предназначенные для R502, можно использовать для R408a. Уменьшение массы заправки важно учитывать в малых установках, чтобы не допустить перезаправки во избежание превышения давления и потребляемой мощности.
R408a более гигроскопичен, чем R502, что связано с необходимостью тщательного соблюдения правил перекачки этого хладагента, заправки систем и т.п. Теплоёмкость жидкости при постоянном давлении больше у R408a, что привозит к значительным потерям при дросселировании. Этого можно избежать, увеличив переохлаждение жидкости в конденсаторе. Теплопроводность насыщенной жидкости также больше у R408a. Это повышает эффективность теплообмена, а, следовательно, улучшает термодинамические характеристики установки, что и подтвердили испытания.
Потребляемая мощность при отрицательных температурах ниже на 7 %, что важно при ретрофите, так как уменьшает опасность замыкания или сгорания электродвигателя. Поэтому для применения R408a даже в малых герметичных компрессорах нет ограничений.
Из-за высокой полярности молекул одного из компонентов (R143a) хладагент R408a взаимно растворим и с алкилбензольными, и с минеральными маслами. В компактных холодильных системах при стандартных условиях этого достаточно, чтобы обеспечить возврат масла в компрессор. R408a можно использовать также в сочетании с полиэфирными маслами. По отношению к уплотнительным материалам R408a менее агрессивен, чем R502. В качестве фильтров-осушителей используют молекулярные сита, применяемые для R502 и R22.
Альтернативные многокомпонентные хладагенты на основе углеводородов
Хладагент С1. В результате комплексных исследований в НИИ тепловых процессов имени В. М. Келдыша разработан ряд многокомпонентных озонобезопасных хладагентов взамен R134a в качестве альтернативы R12. Наиболее перспективный из них хладагент С1 (азеотропная смесь R152/R600a), представляющий собой смесь углеводородов и фторуглеродов. Результаты исследований свидетельствуют о высоких теплофизических и эксплуатационных свойствах хладагентов и низком энергопотреблении холодильников, где используют эти хладагенты.
Эксперименты показали, что характеристики компрессоров ХКВ-6 и V1040G, заправленных смесью С1, в диапазоне температур кипения, характерных для бытовых холодильников и морозильников, соответствуют аналогичным для R12 и R134a. Исследования, проведённые в российском НИИ тепловых процессов имени В. М. Келдыша, позволили сделать следующие выводы: бытовые холодильники, заправленные хладагентом С1, работают устойчиво, их энергетические характеристики даже несколько их превосходят таковые для R12; совместимость С1 с минеральным маслом ХФ12-16 и конструкционными материалами максимально упрощает процесс перехода с R12 на многокомпонентные хладагенты; компоненты, входящие в С1, нетоксичны, их GWP низок, они освоены промышленностью развитых стран; хладагент С1 горюч, но необходимая доза для заправки бытовых холодильников и морозильников столь мала (28-56 г), что даже при полной утечке С1 из агрегата (например, в кухне 20 м3) будет ниже порога горючести в десятки раз.
Смесь пропан-бутан. По результатам исследований предлагается также использовать в бытовых холодильниках в качестве хладагента смесь пропан-бутан, при этом изменений в конструкцию бытового холодильника не вносят, а в качестве масла используют обычные минеральные масла, работающие с R12. По энергетическим характеристикам теоретического холодильного цикла смесь пропан-бутан при аналогичных условиях уступает R12. Смесь пропан-бутана зеотропная.
Как было сказано ранее, такие смеси кипят при переменных температурах, но при постоянном давлении, то есть это свойство может быть реализовано в холодильниках с двумя испарителями, когда кипение зеотропной смеси начинается в низкотемпературном отделении, а выкипание происходит в испарителе холодильной камеры при более высоких температурах. Предлагаемая смесь пропанизобутан (43 % R600a) горюча, но масса хладагента, находящегося в бытовом холодильнике, мала (20-40 г). Этой смесью заправляли бытовые холодильники в Германии, широко внедрена она в Китае и Индии. Вместе с тем американское агентство по охране окружающей среды (ЕРА) ввело правило, запрещающее использование смеси пропан-изобутан (НС-12а) в качестве альтернативы R12.
Хладагент СМ1. Этот хладагент разработан в МЭИ (состав R134a, R218 и R600), представляет собой зеотропную, пожаро- и взрывобезопасную смесь, по термодинамическим характеристикам близкую к R12 и растворимую в минеральных маслах. Не требуется изменения конструкций холодильных машин, применения новых смазочных масел и переоснащения производства.
Хладагент СМ1 предлагается также использовать в торговом и промышленном холодильном оборудовании, выпускаемом в настоящее время для работы на R12, а также для ретрофита части действующего парка холодильных машин.
Примерная потребность хладагента СМ1 (в новом производстве и при ретрофите) в 2000-х годах: в бытовой холодильной технике — 900 тонн; в торговых холодильных машинах с воздушным охлаждением конденсаторов — 600 тонн; в промышленных холодильных машинах с воздушным охлаждением конденсатора — 500 тонн.
Вместе с тем, при имеющейся сырьевой базе промышленное производство хладагента СМ1 пока не организовано.

Альтернативные однокомпонентные хладагенты
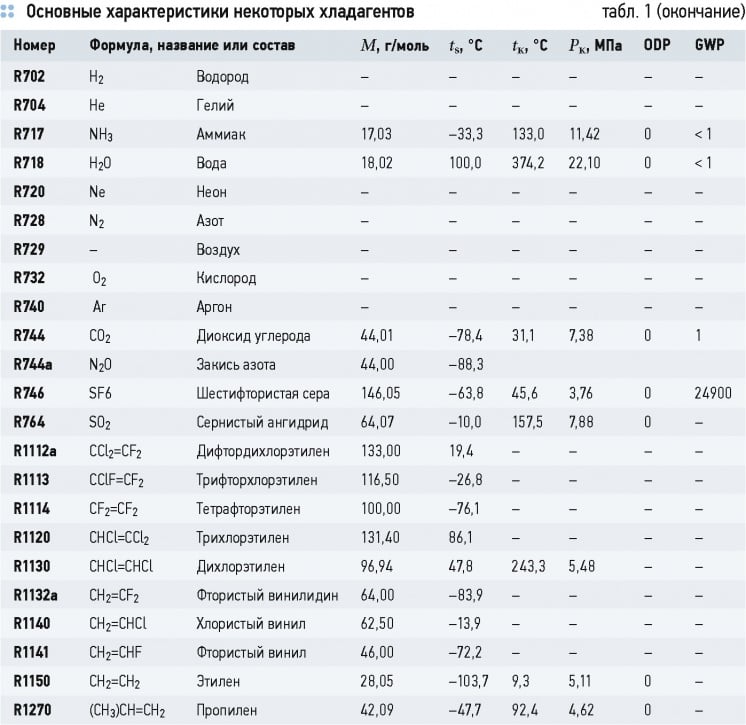
Хладагент R717. Химическая формула NH3 (аммиак). Относится к группе ГФУ (HFC). Из «натуральных» хладагентов R717 стоит на одном из первых мест в качестве альтернативы R22 и R502. Производство аммиака в мире достигает 120 млн тонн, причём лишь малая часть его (до 5 %) используется в холодильной технике. Аммиак не разрушает озоновый слой (ODP = 0) и не вносит прямого вклада в увеличение парникового эффекта (GWP = 0).
Это газ с резким удушливым запахом, вредный для организма человека. Предельно допустимая концентрация в воздухе 0,02 мг/дм3, что соответствует объёмной доле его 0,0028 %. В соединении с воздухом при объёмной доле 16-26,8 % и наличии открытого пламени аммиак взрывоопасен.
По термодинамическим свойствам аммиак — один из лучших хладагентов, по объёмной холодопроизводительности он значительно превышает R12, R11, R22 и R502, а также имеет более высокий коэффициент теплоотдачи
Пары аммиака легче воздуха, он хорошо растворяется в воде (один объём воды может растворить 700 объёмов аммиака, что исключает замерзание влаги в системе). Минеральные масла аммиак почти не растворяет. На чёрные металлы, алюминий и фосфористую бронзу не действует, однако в присутствии влаги разрушает цветные металлы (цинк, медь и её сплавы). Массовая доля влаги в аммиаке не должна превышать 0,2 %.
По термодинамическим свойствам аммиак — один из лучших хладагентов, по объёмной холодопроизводительности он значительно превышает R12, R11, R22 и R502, имеет более высокий коэффициент теплоотдачи, что позволяет применять в теплообменных аппаратах трубы меньшего диаметра. Из-за резкого запаха аммиака появление течи в холодильной системе легко обнаруживается обслуживающим персоналом. Именно по этим причинам R717 нашёл широкое применение в крупных холодильных установках. Хладагент R717 имеет низкую стоимость.
Один из недостатков аммиака — более высокое значение показателя адиабаты (1,31) по сравнению с R22 (1,18) и R12 (1,14), что приводит к значительному увеличению температуры нагнетания. В связи с этим предъявляют жёсткие требования к термической стабильности холодильных масел, используемых в сочетании с аммиаком в течение длительного времени при эксплуатации установки. Конденсатор должен иметь развитую поверхность теплообмена, в результате чего возрастает его металлоёмкость.
Аммиак имеет чрезвычайно высокое значение теплоты парообразования, вследствие чего сравнительно мал массовый расход циркулирующего хладагента (13-15 % по сравнению с R22). Это благоприятное качество для крупных холодильных установок, но затрудняет регулировку подачи аммиака в испаритель при малых мощностях.
Дополнительные сложности при создании холодильного оборудования вызывает высокая активность аммиака по отношению к меди и медным сплавам, поэтому трубопроводы, теплообменники и арматуру выполняют из стали. Из-за высокой токсичности и горючести аммиака сварные соединения тщательно контролируют. Вследствие высокой электропроводности R717 затруднено создание полугерметичных и герметичных компрессоров. Вместе с тем для промышленных холодильных установок мощностью более 20 кВт аммиак — лучшая альтернатива. На аммиаке работают многие тепловые насосы. Ожидается применение аммиака в малых холодильных машинах для коммерческих установок. Используемые в настоящее время масла не растворяются в аммиаке, поэтому в схему холодильной машины приходится включать маслоотделители, что увеличивает её стоимость. В последние годы ведутся интенсивные исследования по разработке растворимого в аммиаке масла и созданию холодильного оборудования с «сухим» испарителем. Растворимость масла в аммиаке исключает образование плёнки масла на теплообменных поверхностях, что повышает коэффициент теплоотдачи с 2700 до 9100 Вт/(м2-К).
Достигнутый в последние годы прогресс в разработке растворимых в аммиаке R717 холодильных масел может кардинально изменить тенденции в развитии холодильного машиностроения.
Хладагент R744. Его химическая формула — СО2 (диоксид углерода). Относится к группе ГФУ (HFC). Дешёвое нетоксичное негорючее и экологически чистое (ODP = 0, GWP = 1) вещество. Стоимость R744 в 100-120 раз ниже, чем R134a.
Диоксид углерода имеет низкую критическую температуру (31 °C), сравнительно высокую температуру тройной точки (-56 °C), большие давления в тройной точке (более 0,5 МПа) и критическое (7,39 МПа). Может служить альтернативным хладагентом. Содержится в атмосфере и биосфере Земли, имеет следующие преимущества: низкая цена, простое обслуживание, совместимость с минеральными маслами, электроизоляционными и конструкционными материалами. Вместе с тем, при использовании диоксида углерода требуется водяное охлаждение конденсатора холодильной машины, увеличивается металлоёмкость холодильной установки (по сравнению с металлоёмкостью установок, работающих на галоидопроизводных хладагентах). Высокое критическое давление CO2 имеет и положительный аспект, связанный с низкой степенью сжатия, вследствие чего эффективность компрессора становится значительной. Возможны перспективы применения диоксида углерода в низкотемпературных двухкаскадных установках и системах кондиционирования воздуха автомобилей и поездов. Его предлагают использовать также в бытовых холодильниках и тепловых насосах.
Сегодня изобутан снова напоминает о себе как популярный холодильный агент. Этот хладон связан с Киотским протоколом по глобальному потеплению, призывающим отказаться от производства химических хладагентов. В этом отношении изобутан (R600) имеет большую перспективу
Хладагент R728. Химическая формула N2. Относится к группе ГФУ (HFC). Жидкий азот применяют в качестве криогенного охлаждающего средства в некоторых странах (Англия, США и др.). При атмосферном давлении температура кипения азота составляет -196 °C. Нетоксичный и экологически чистый (ODP = 0, GWP = 0) хладагент. Криогенный метод охлаждения жидким азотом предусматривает одноразовое его использование. Этот метод реализуется в безмашинной проточной системе, в которой рабочее вещество не совершает замкнутого кругового процесса. В связи с открытием в России значительных запасов (340 млрд м3) подземных газов с высоким содержанием азота себестоимость природного азота становится на порядок ниже, чем азота, полученного методом сжижения и разделения воздуха, что позволит применять в промышленных масштабах безмашинный способ охлаждения в аппаратах для быстрого замораживания пищевых продуктов. Для повышения степени использования низкотемпературного потенциала газообразного азота специалистами МГУПБ предложена система мобильного хладо снабжения.
Хладагент R290. Химическая формула С3Н8 (пропан). Относится к группе ГФУ (HFC). Потенциал разрушения озона ODP = 0, потенциал глобального потепления GWP = 3. Характеризуется низкой стоимостью и нетоксичен. При использовании данного хладагента не возникает проблем с выбором конструкционных материалов деталей компрессора, конденсатора и испарителя. Пропан хорошо растворяется в минеральных маслах. Температура кипения при атмосферном давлении -42,1 °C. Преимуществом пропана является также низкая температура на выходе из компрессора. Однако пропан как хладагент имеет два принципиальных недостатка. Во-первых, он пожароопасен, во-вторых, размеры компрессора должны быть больше, чем при использовании в холодильной машине R22 заданной холодопроизводительности.
В промышленных холодильных установках пропан используют уже в течение многих лет. В последние годы все чаще предлагается применять пропан в холодильных транспортных установках.
В Германии в 1994 году было произведено более 1000 бытовых холодильников на пропане, изобутане или их смесях. Подобные холодильники изготовляют в Китае, Бразилии, Аргентине, Индии, Турции и Чили. По оценкам создателей этой техники, холодильный коэффициент при использовании углеводородов практически такой же (± 1 %), как при работе на R12. Требуются только небольшие изменения в конструкции компрессора. Применяются те же минеральные масла, та же электроизоляция, те же уплотняющие материалы, трубы того же диаметра, практически не изменяется процедура сервисного обслуживания. Температура нагнетания становится ниже, чем при работе на R22 или R502. Пропан можно сразу заправить в систему, где до этого был озоноопасный хладагент. Как показали исследования, в этом случае теряется до 10 % холодопроизводительности, если в системе ранее был R22, и 15 %, если R502. Ряд специалистов считают, что и этого снижения можно было бы избежать, добавив к пропану полипропилен.
В США запрещено использовать углеводороды в бытовых холодильниках. Агентство США по охране окружающей среды прогнозирует в случае их применения до 30 тыс. пожаров в год. В Новой Зеландии, например, углеводороды разрешено использовать в торговом холодильном оборудовании.
При размещении торгового холодильного оборудования, работающего на пропане, в общедоступных помещениях необходимо соблюдать правила безопасности. В случае превышения указанных норм заправки (более 2,5 кг R290) холодильное оборудование следует устанавливать в отдельном, специально оборудованном помещении, что увеличивает капитальные затраты. Пропан применяют и в тепловых насосах;. В системе теплового насоса масса пропана чуть больше 1 кг, оборудование находится в отдельном здании. По мнению специалистов, контроль за пожароопасностью возможен.
Хладагент R600a. Химическая формула С4Н10 (изобутан). По сравнению с хладагентами R12 и R134a изобутан имеет значительные экологические преимущества. Этот природный газ не разрушает озоновый слой (ODP = 0) и не способствует появлению парникового эффекта (GWP = 0,001). Масса хладагента, циркулирующего в холодильном агрегате при использовании изобутана, значительно сокращается (примерно на 30 %). Удельная масса изобутана в два раза больше воздушной — газообразный R600a стелется по земле. Изобутан хорошо растворяется в минеральном масле, имеет более высокий, чем R12, холодильный коэффициент, что уменьшает энергопотребление. Изобутан горюч [хладагент 3-го класса (It/DIN 8975)], легко воспламенятся и взрывоопасен, но только при соединении с воздухом при объёмной доле хладагента 1,3—8,5 %. Нижняя граница взрывоопасности (1,3 %) соответствует 31 г R600a на 1 м3 воздуха, верхняя граница (8,5 %) — 205 г R600a на 1 м3 воздуха. Температура возгорания равна 460 °C.
В настоящее время итальянские и немецкие фирмы применяют R600a в бытовой холодильной технике. Холодильные агрегаты с R600a характеризуются меньшим уровнем шума из-за низкого давления в рабочем контуре хладагента.
Использование изобутана в существующем холодильном оборудовании связано с необходимостью замены компрессоров на компрессоры большей производительности, так как по удельной объёмной холодопроизводительности R600a значительно проигрывает хладагенту R12 (практически в два раза).
Долгое время в R600 или изобутане не было особой необходимости, и его производили в крайне ограниченных количествах. Сегодня это вещество снова напоминает о себе как популярный холодильный агент. Этот хладон связан больше не с Монреальским, а с Киотским протоколом по глобальному потеплению, призывающим отказаться от производства химических хладагентов. В этом отношении R600 имеет большую перспективу. Практически любые нефтеперерабатывающие заводы могут приступить к выпуску изобутана в необходимых количествах. Основной его недостаток — взрывоопасность, что накладывает ограничение на его использование в пределах допустимых норм концентрации. Большинство бытового и торгового холодильного оборудования содержит допустимую концентрацию R600. Кроме того, распространению изобутана будут способствовать принятые в июле 2002 года новые нормативные документы, регламентирующие применение этого вещества.

Пропан применяют и в тепловых насосах. В системе теплового насоса масса пропана чуть больше 1 кг, оборудование находится в отдельном здании. По мнению специалистов, контроль за пожароопасностью возможен
Хладагент R23. «Хладон-23» — негорючий газ, химическая формула CHF3 (трифторметан). По сравнению с хладагентом R13 имеет значительные экологические преимущества. Потенциал разрушения озона ODP = 0, потенциал глобального потепления GWP = 12100. При соприкосновении с пламенем разлагается с образованием высокотоксичных продуктов. Хладагент высокого давления для получения температуры от -100 °C. Температура кипения при атмосферном давлении -82,2 °C, критическая температура 25,85 °C, критическое давление 4,82 МПа.
Хладагент R125. Имеет химическую формулу СНР2СР3 (пентафторэтан). Относится к группе ГФУ (HFC), не содержит хлора. Потенциал разрушения озона ODP = 0, потенциал глобального потепления GWP = 860. Температура кипения при атмосферном давлении -48,1 °C. Хладагент рекомендуется применять в чистом виде либо в качестве компонента альтернативных смесей для замены R22, R502 и R12. Хладагент R125 непожароопасен. По энергетическим характеристикам и коэффициенту теплоотдачи он проигрывает хладагентам R22 и R502. По сравнению с R502 имеет более крутую кривую, характеризующую зависимость давления насыщенных паров от температуры, низкую критическую температуру и небольшую удельную теплоту парообразования, что приводит к необходимости повышения степени сжатия.
В связи с этим возможности применения R125 в холодильном оборудовании, использующем конденсаторы с воздушным охлаждением, весьма ограничены.
Вместе с тем R125 имеет более низкую (по сравнению с R22 и R502) температуру нагнетания и высокий массовый расход при низких давлениях всасывания. Поршневые холодильные компрессоры, работающие на R125, характеризуются оптимальным наполнением цилиндра, а следовательно, имеют большой коэффициент подачи.
Хладагент R134a. Химическая формула CF3CFH2 (тетрафторэтан). Молекула R134a имеет меньшие размеры, чем молекула R12, что делает более значительной опасность утечек. Относится к группе ГФУ (HFC). Потенциал разрушения озона ODP = 0, потенциал глобального потепления GWP = 1300.
Хладагент R134a нетоксичен и не воспламеняется во всём диапазоне температур эксплуатации. Однако при попадании воздуха в систему и сжатии могут образовываться горючие смеси. Не следует смешивать R134a с R12, так как образуется азеотропная смесь высокого давления с массовыми долями компонентов 50 и 50 %. Давление насыщенного пара этого хладагента несколько выше, чем у R12 (1,16 и 1,08 МПа при 45 °C, соответственно). Пар R134a разлагается под влиянием пламени с образованием отравляющих и раздражающих соединений, таких как фторводород. По классификации ASHRAE этот продукт относится к классу А1. В среднетемпературном оборудовании (температура кипения -7 °С и выше) R134a имеет эксплуатационные характеристики, близкие к R12.
Для R134a характерны небольшая температура нагнетания (она в среднем на 8-10 °С ниже, чем для R12) и невысокие значения давления насыщенных паров. В холодильных установках, работающих при температурах кипения ниже -15 °C, энергетические показатели R134a хуже, чем у R12 (на 6 °% меньше удельная объёмная холодопроизводительность при -18 °C). В таких установках целесообразно применять хладагенты с более низкой нормальной температурой кипения либо компрессор с увеличенным часовым объёмом, описываемым поршнями. В среднетемпературных холодильных установках и системах кондиционирования воздуха холодильный коэффициент R134a равен коэффициенту для R12 или выше его. В высокотемпературных холодильных установках удельная объёмная холодопроизводительность при работе на R134a также несколько выше (на 6 °% при t0 = 10 °C), чем у R12.
Из-за значительного потенциала глобального потепления GWP рекомендуется применять R134a в герметичных холодильных системах. Влияние R134a на парниковый эффект в 1300 раз сильнее, чем у СО2. Так, выброс в атмосферу одной заправки R134a из бытового холодильника (около 140 г) соответствует выбросу 170 кг СО2. В Европе в среднем 448 г СО2 образуется при производстве 1 кВт-ч энергии, то есть этот выброс соответствует производству 350 кВт-ч энергии.
Для работы с хладагентом R134a рекомендуются только полиэфирные холодильные масла, которые характеризуются повышенной гигроскопичностью.
R134a широко используют во всем мире в качестве основной замены R12 для холодильного оборудования, работающего в среднетемпературном диапазоне. Его применяют в автомобильных кондиционерах, бытовых холодильниках, торговом холодильном среднетемпературном оборудовании, промышленных установках, системах кондиционирования воздуха в зданиях и промышленных помещениях, а также на холодильном транспорте. Хладагент можно использовать и для ретрофита оборудования, работающего при более низких температурах. Однако в этом случае, если не заменить компрессор, то холодильная система будет иметь пониженную холодопроизводительность.
Хладагент R134a совместим с рядом уплотняющих материалов. Как показал анализ, проведённый концерном Du Pont, изменение массы и линейное набухание материалов, применяемых в отечественном холодильном оборудовании (например, таких как фенопластовые и полиамидные колодки, текстолит, паронит и полиэтилентерефталатовые плёнки), при старении в смеси Suva R134a с полиэфирным маслом Castrol SW100 при температуре 100 °C в течение двух недель были незначительными.

Анализ зарубежных публикаций и результаты исследований отечественных специалистов свидетельствуют о том, что замена R12 на R134a, имеющий высокий потенциал глобального потепления GWP, в холодильных компрессорах сопряжена с решением ряда технических задач, основные из которых:
- улучшение объёмных и энергетических характеристик герметичных компрессоров;
- увеличение химической стойкости эмаль-проводов электродвигателя герметичного компрессора;
- повышение влагопоглощающей способности фильтров-осушителей из-за высокой гигроскопичности системы «R134a — синтетическое масло».
Всё это должно привести к значительному увеличению стоимости холодильного оборудования. Вместе с тем в водоохладительных установках с винтовыми и центробежными компрессорами применение R134a имеет определённые перспективы.
Хладагент R143a. Химическая формула CF3-CH3 (трифторэтан). Относится к группе ГФУ (HFC). R143a имеет потенциал разрушения озона ODP = 0 и сравнительно высокий потенциал глобального потепления GWP = 1000, нетоксичен и пожароопасен, не взаимодействует с конструкционными и прокладочными материалами. Наличие трёх атомов водорода в молекуле R143a способствует хорошей растворимости в минеральных маслах. Температура нагнетания ниже, чем у R12, R22 и R502. Как показал эксергетический анализ, энергетическая эффективность двухступенчатого цикла с R143a близка к эффективности цикла с R502, ниже, чем у R22, и выше, чем у R125. Хладагент R143a входит в состав многокомпонентных альтернативных смесей, предлагаемых для замены R12, R22 и R502.
Хладагент R32. Химическая формула CF2H2 (дифторметан). Относится к группе ГФУ (HFC). R32 имеет потенциал разрушения озона ODP = 0 и низкий по сравнению с R125 и R143a потенциал парникового эффекта GWP = 220. Нетоксичен, пожароопасен. Имеет большую удельную теплоту парообразования (20,37 кДж/моль) при нормальной температуре кипения и крутую зависимость давления насыщенных паров от температуры, вследствие чего для R32 характерна высокая температура нагнетания, самая высокая из всех альтернативных хладагентов, за исключением аммиака. R32 растворим в полиэфирных маслах.
Ситуация на рынке хладонов такова, что выделить продукт, который бы отвечал всем предъявляемым требованиям, невозможно. Каждый из имеющихся хладонов хоть в чём-то, но не дотягивает до «идеала». А ужесточение экологических требований может только усугубить ситуацию, выкинув с рынка зарекомендовавшие себя с хорошей стороны продукты и открыв дорогу малоизученным и опасным хладонам
Для R32 при использовании его в холодильных установках характерны высокие холодопроизводительность и энергетическая эффективность, но он несколько уступает R22 и R717. Высокая степень сжатия R32 вызывает необходимость в значительном изменении конструкции холодильной установки при ретрофите и, следовательно, приводит к увеличению её металлоёмкости и стоимости. Поэтому R32 рекомендуется использовать, в основном, в качестве компонента альтернативных рабочих смесей. Вследствие малых размеров молекулы R32 по сравнению с молекулами хладагентов этанового ряда возможна селективная утечка R32 через неплотности в холодильной системе, что может изменить состав многокомпонентной рабочей смеси.
Разговор о современных хладонах был бы неполон без упоминания R510, разработанного российскими учёными из «Элегаз». Достоинство этого хладона — в хорошей совместимости с R12, R22, R134а, безопасности, энергетической эффективности, низкой чувствительности к загрязнениям трубопроводов, наличию остаточной влаги и простоте обнаружения утечек. Минусом же является отсутствие промышленного производства в крупных объёмах, что определяет достаточно высокую цену R510 — около $20 за 1 кг.

Туманные перспективы
Ситуация на рынке хладонов такова, что выделить продукт, который бы отвечал всем предъявляемым требованиям, невозможно. Каждый из имеющихся хладонов хоть в чём-то, но не дотягивает до «идеала». Ужесточение экологических требований, скреплённых международными договорами, может только усугубить ситуацию, выкинув с рынка зарекомендовавшие себя с хорошей стороны продукты и открыв дорогу малоизученным и опасным хладонам. Последние же должны в любом случае попасть под более пристальное внимание надзорных органов. Возможно, от этого пострадают владельцы оборудования, заправленного многокомпонентными смесями, которые признают токсичными и опасными.
Нельзя исключать и появления новых, пока неизвестных холодильных агентов. Однако длительные затраты на их изучение и, тем более, внедрение в производство не позволят им заметно влиять на существующую «расстановку сил».
