Газоперерабатывающие предприятия нашей страны отличаются высоким уровнем потребления топливно-энергетических ресурсов (ТЭР) при недостаточно высоком качестве переработки сырья. Это связано, в первую очередь, с моральным и физическим износом оборудования и самой технологии. Энергоёмкость отечественных технологий переработки существенно больше, чем в странах Западной Европы, Японии и США. Основными энергоресурсами, потребляемыми предприятиями переработки газа, являются электрическая и тепловая энергия (на её выработку используют топливный газ). Одними из самых затратных процессов на газоперерабатывающем предприятии являются процессы ректификации, потребляющие большое количество как тепловой энергии в виде пара, так и электроэнергии для процессов охлаждения.
Потенциал энергосбережения ТЭР в газоперерабатывающей отрасли составляет 1 млн т.у.т. [1]. Внедрение тепловых насосов в технологические схемы переработки углеводородного сырья позволит сократить потребление энергетических ресурсов — главным образом, тепловой энергии в виде пара. Абсорбционные тепловые насосы могут быть использованы для утилизации сбросного тепла с целью получения холода.
В работе [2] отмечено, что среди технологических объектов ОАО «Газпром» наиболее полно разработана методика проведения энергетического обследования для объектов транспорта газа. Однако аналогичные детальные методики энергообследования для объектов газопереработки практически отсутствуют.
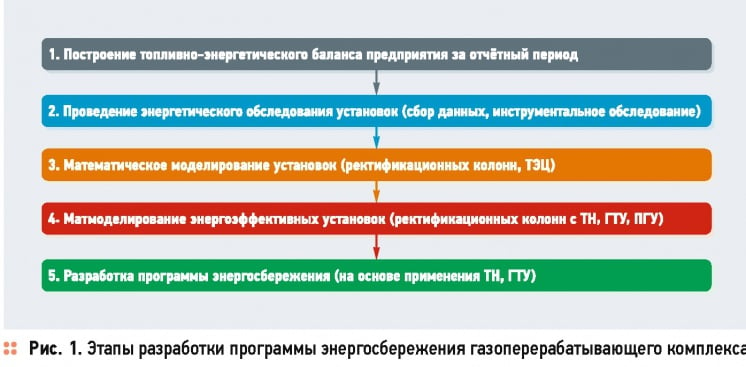
Газоперерабатывающие заводы представляют собой сложные энерготехнологические системы, и для их исследования необходимо применять системный подход. Методология проведения энергетического обследования включает в себя основные этапы, представленные на рис. 1 [3].
Обычно при разработке программы энергосбережения применяют два этапа: проведение энергетического обследования (второй этап) и сразу же разработка программ энергосбережения (пятый этап). Особенность нашего подхода заключается в том, что мы обязательно выполняем ещё и первый этап — построение топливно-энергетического баланса предприятия, а также третий — математическое моделирование существующих установок, на котором результаты модели сверяются с результатами обследования. Кроме того, на четвёртом этапе на основе этих моделей мы решаем на компьютере задачи, проверяя, что будет, если поставить тепловой насос такого типа здесь, что будет, если его поставить в другом месте, и т.д. Итак, мы можем сравнивать разные варианты, выбирать наиболее эффективные и на основе них разрабатывать программу энергосбережения.
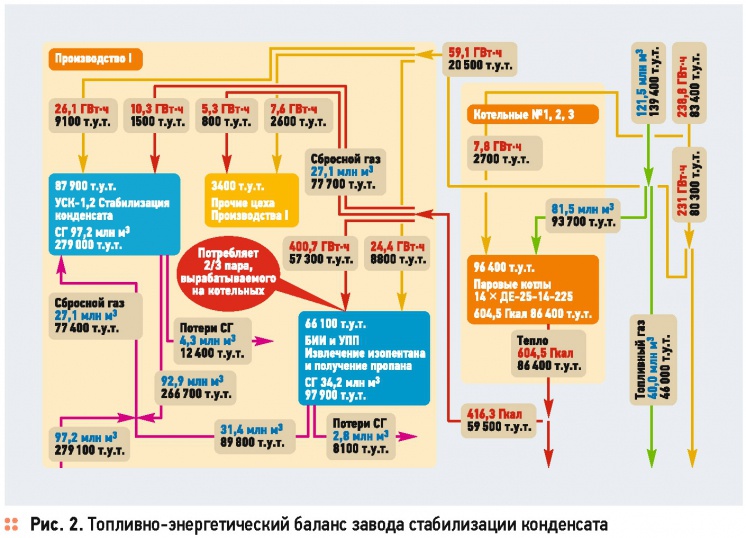
Как пример нашей программной технологии по энергосбережению, были проведены энергетические обследования завода стабилизации конденсата (ЗСК), одного из газоперерабатывающих заводов (ГПЗ) и гелиевого завода (ГЗ). Анализ топливно-энергетического баланса ЗСК (рис. 2) показал, что основным потребителем тепловой энергии является установка разделения широкой фракции лёгких углеводородов (включающая в себя блок извлечения изопентана и узел получения пропана) на процессы ректификации — 66 % всей потребляемой тепловой энергии. Данная тепловая энергия в виде пара вырабатывается на сторонней котельной, причём эта установка потребляет 11 % покупной электроэнергии, в основном, на аппараты воздушного охлаждения.
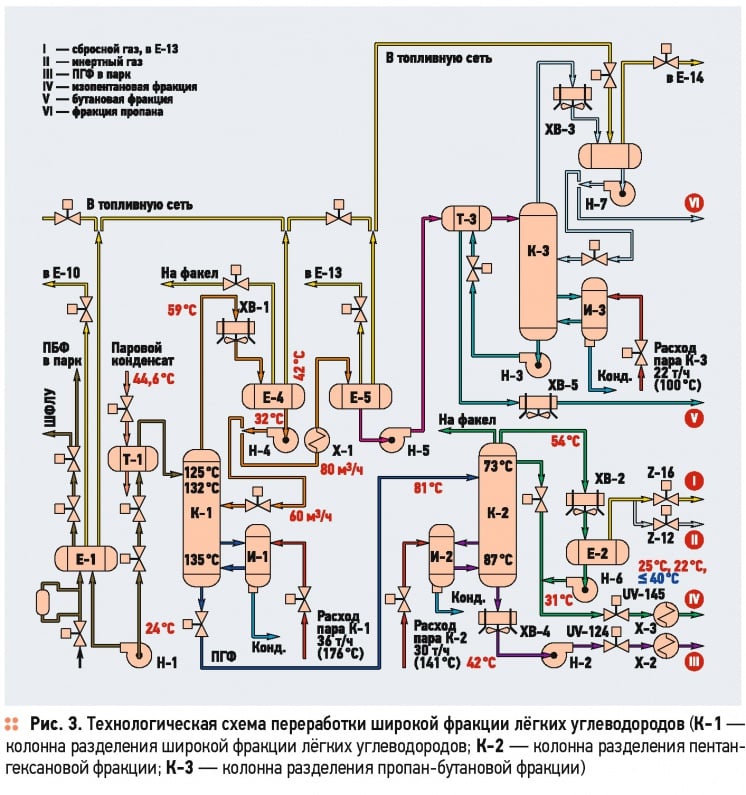
Установка разделения ШФЛУ (рис. 3) была выбрана в качестве одного из основных объектов для энергетического обследования, так как стоимость потребляемых ею энергоресурсов оказалась одной из самых больших на заводе. Суммарное потребление пара на установке разделения ШФЛУ составило 88 тонн в час, и задача энергообследования этой установки заключалась в поиске путей энергосбережения.
Инструментальное обследование установки на втором этапе позволило собрать дополнительные данные, а сравнение данных, полученных с мнемосхем и с помощью тепловизионного обследования, показало, что погрешность результатов измерения не превышает 5 %.
Полученные результаты инструментального обследования позволили на третьем этапе провести моделирование ректификационных колонн (РК) для определения расчётного энергопотребления. Погрешность результатов данной модели с результатами, полученными в ходе экспериментального обследования (не более 5 %), также показали высокую точность, что говорит об адекватности расчётной модели [3].
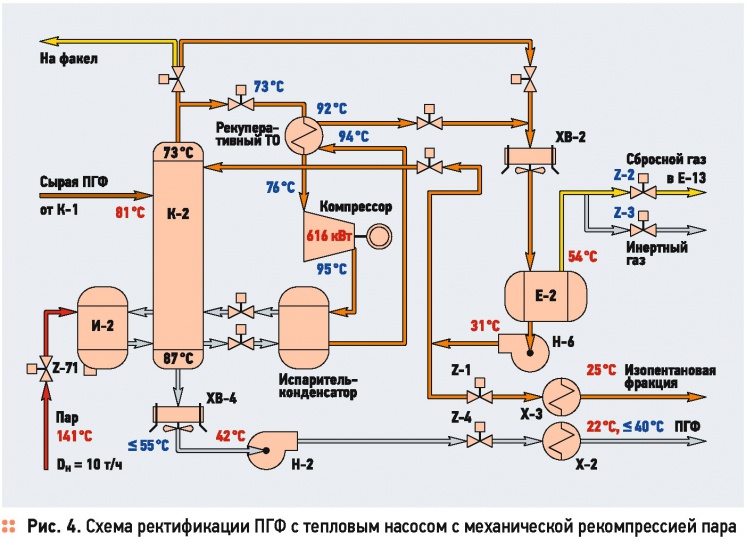
Следующим, четвёртым, этапом является моделирование различных вариантов энергоэффективной установки, в частности, ректификационной колонны К-2 с тепловым насосом. Три существующие колонны извлечения изопентана из пентан-гексановой фракции
Были проведены энергетические обследования завода стабилизации конденсата, одного из газоперерабатывающих заводов и гелиевого завода. Анализ показал, что основным потребителем тепловой энергии является установка разделения широкой фракции лёгких углеводородов
(ПГФ) потребляют 30 тонн пара в час. Предлагается использовать тепловой насос (ТН) с механической рекомпрессией пара (рис. 4). Принцип действия [4, 5] здесь заключается в следующем: верхний продукт (парообразный изопентан), проходя через рекуперативный теплообменник, направляется в компрессор, где повышает свою температуру до необходимых параметров, после чего пары изопентана направляются в конденсатор, где конденсируются и отдают своё тепло кубу колонны, а сконденсировавшийся продукт, проходя через рекуперативный теплообменник, направляется на аппараты воздушного охлаждения. Таким образом, данный тепловой насос позволяет полностью исключить тепловую нагрузку пара в колоннах К-2.
В этой колонне разность температур кипения верхнего и нижнего продуктов составляет 14 °C. При этом коэффициент трансформации теплоты теплового насоса μ равен 10:
где Nкомпр — мощность компрессора ТН, Nкомпр = 617 кВт; Qисп.конд.ТН — тепловая мощность испарителя-конденсатора теплового насоса, Qисп.конд.ТН = 6280 кВт.
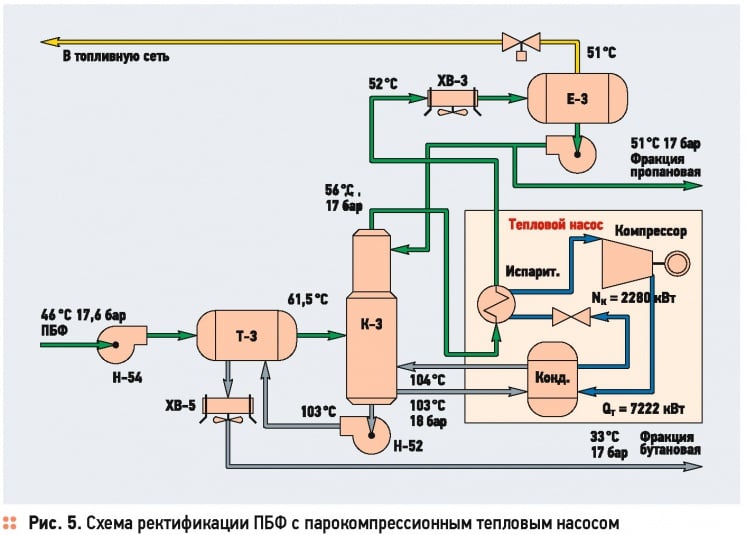
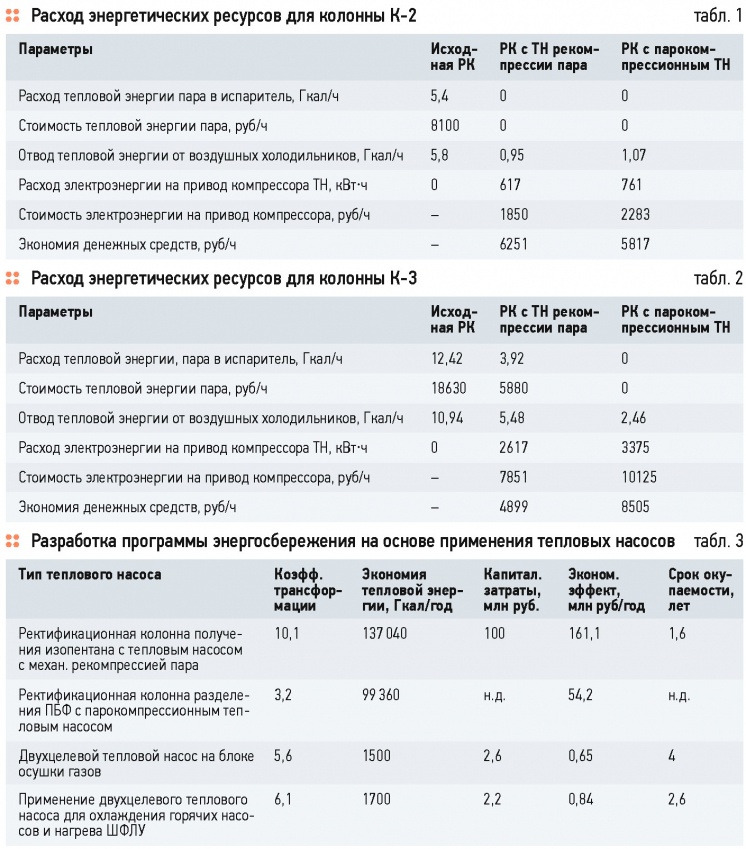
Также для этой колонны проводилось моделирование с парокомпрессионным ТН. Результаты моделирования представлены в табл. 1, из которой видно, что в данном случае предпочтительнее тепловой насос механической рекомпрессии пара [6]. Проводилось моделирование другой ректификационной колонны К-3 разделения пропан-бутановой фракции (ПБФ) с парокомпрессионным тепловым насосом (рис. 5).
В данном случае предлагается использовать в качестве низкопотенциального тепла верхний продукт колонны для покрытия тепловой нагрузки в паре. Разность температур кипения разделяемых продуктов здесь значительно выше и составляет 48 °C. Коэффициент трансформации теплового насоса равен 3,2.
Результаты моделирования различных тепловых насосов (табл. 2) показало, что в данном случае предпочтительнее парокомпрессионный тепловой насос, поскольку он может полностью покрыть тепловую нагрузку колонны.
Основным энергоресурсом для одного из ГПЗ является пар на установки очистки газов от серы — 76 % от всего количества тепловой энергии. 63 % тепловой нагрузки ГПЗ покрывается от ТЭЦ, а 37 % — от собственных ВЭР.
Для ГЗ основным энергоресурсом является электроэнергия, потребляемая на сжатие метановой фракции и этана в дожимных компрессорных цехах (63 %) и на пропановых холодильных установках (21 %). Процессы газопереработки осуществляются области относительно низких температур (-30...+150 °C) при большом количестве низкопотенциальных вторичных энергетических ресурсов (ВЭР), которые практически не используются. При этом расходуется много электроэнергии на аппаратах воздушного охлаждения (АВО) и на перекачку оборотной воды.
С другой стороны, одним из основных потребляемых энергетических ресурсов на ГПЗ является пар низкого давления (до 0,5 МПа), например, в ребойлерах. При этом образующийся конденсат имеет температуру примерно 120 °C, тепловой потенциал которого обычно не используется. На его охлаждение приходится использовать те же самые АВО и оборотную воду.
Для осушки газа используется холод, получаемый в пропановых холодильных установках (ПХУ) при температурах -30 °C. Для получения гелия разделения метановой и этановой фракций используются температуры ниже -100 °C. Всё это является благоприятной средой для применения тепловых насосов [7].
Двухцелевые тепловые насосы могут забирать тепло у энергоносителей, которые нужно охладить, и передавать тепло другим энергоносителям, которые нужно нагреть.
Несмотря на простоту этой идеи, как ни странно, область применения тепловых насосов парокомпрессионного и абсорбционного типа в газоперерабатывающей отрасли крайне узка.
Парокомпрессионные ТН с коэффициентом трансформации тепла, равным 5-8, могут применяться на установках очистки газа от сероводорода и диоксида серы, на установках осушки обессеренного газа. Перспективным может быть также применение парокомпрессионных ТН на установках переработки нестабильного газового конденсата и сырой нефти, на установках переработки широкой фракции лёгких углеводородов.
Применение тепловых насосов с механической рекомпрессией пара, парокомпрессионных тепловых насосов и абсорбционных холодильных машин может существенно снизить энергоёмкость процессов переработки газа на предприятиях газоперерабатывающего комплекса
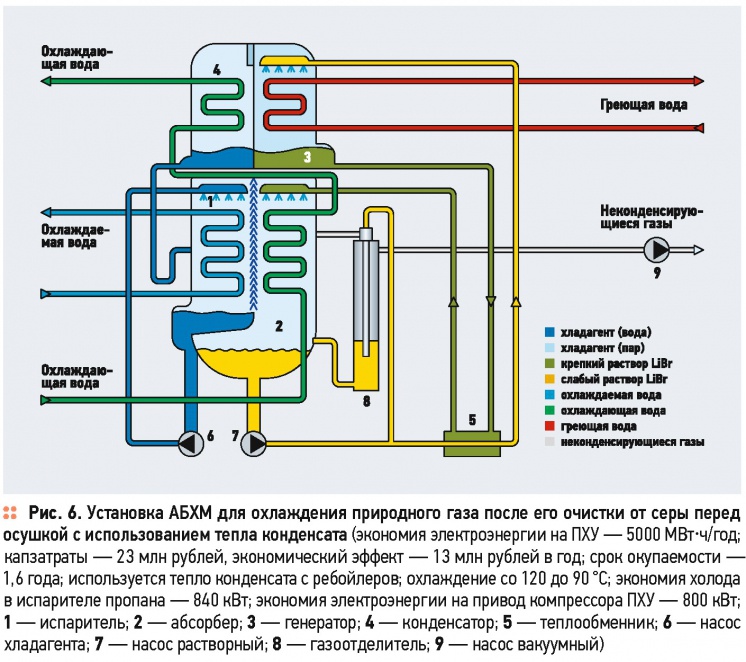
Абсорбционные бромистолитиевые холодильные машины (АБХМ) могут использовать отработанный паровой конденсат на установках аминовой очистки и осушки газа. Полученный холод с температурой +7 °С может использоваться для охлаждения обессеренного газа с экономией жидкого пропана в испарителе и электроэнергии на привод компрессора ПХУ (рис. 6).
Разработаны технико-экономические обоснования внедрения ТН производства отечественного и зарубежного производства и АБХМ ОАО «Теплосибмаш».
Срок окупаемости этих проектов, рассчитанный на основе технико-коммерческих предложений, варьируется от полутора до трёх лет. Ещё несколько мероприятий с применением тепловых насосов находятся в разработке.
Таким образом, применение тепловых насосов с механической рекомпрессией пара, парокомпрессионных тепловых насосов и абсорбционных холодильных машин может существенно снизить энергоёмкость процессов переработки газа на предприятиях газоперерабатывающего комплекса. Кроме того, уменьшится температура возврата конденсата на теплоэлектроцентралях, в результате чего увеличится коэффициент использования тепла (КИТ) при производстве электрической и тепловой энергии [7]. Повысится надёжность работы оборудования. Помимо этого тепловые насосы являются экологически чистыми технологиями.
И, наконец, на последнем, пятом этапе была разработана программа энергосбережения с применением тепловых насосов и представленная в табл. 3. Она показывает эффективность применения тепловых насосов на газоперерабатывающих предприятиях.