|
Если вода содержит избыточное количество кремниевых, сульфатных и карбонатно-кальциевых соединений, то внутренняя поверхность труб покрывается слоем твердых солевых отложений (СаСО3, СаSО4, СаSiO3 и др.), которые сужают проходное сечение, уменьшают теплопередачу котлов и теплообменников. В котлах это особенно опасно, т.к. накипные отложения обусловливают перегрев и разрушение нагревательных элементов, а также значительный (до 20 %) перерасход топлива. Загрязнение поверхности нагрева паровых котлов накипью и шламом происходит тем интенсивнее, чем выше жесткость питательной воды. А увеличение жесткости происходит по причине загрязнения поверхности. Теплопроводность накипи имеет большое значение. С ее повышением увеличивается и теплопередача через стенку котла к воде. Таким образом, накипь с более высокой теплопроводностью менее вредна, чем с малой. В табл. 1 приведены значения теплопроводности для различных видов накипи. 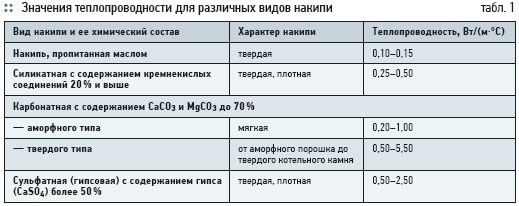 Если в воде избыточное содержание агрессивной углекислоты, кислорода, хлоридов и низкая активная реакция (рН), то металлическая поверхность, контактирующая с водой, подвергается интенсивной электрохимической коррозии (разрушению). Электрохимическая коррозия появляется в результате взаимодействия металла с электролитами и сопровождается протеканием электрического тока от одной части металла к другой. За счет этого в системах водоснабжения возникают гальванические элементы. При этом участки с более низким электрохимическим потенциалом являются анодами, а участки с более высоким электрохимическим потенциалом — катодами. Возникающая разность потенциалов вызывает перемещение электронов от анода к катоду, что обуславливает коррозию металла на анодных участках. Это резко сокращает срок службы водонесущего элемента. Кроме того, коррозионные отложения обусловливают существенное увеличение гидравлического сопротивления и, как следствие, перерасход электроэнергии на транспортирование воды. В системах хозяйственно-питьевого водоснабжения коррозия нежелательна еще и по той причине, что вызывает так называемое «вторичное» загрязнение транспортируемой воды. Это делает бессмысленным предварительную водоподготовку, т.к. в любом случае нет возможности обеспечить потребителей доброкачественной питьевой водой. С проблемами солевых отложений и коррозионных проявлений специалисты знакомы многие десятилетия, в течение которых ведется неустанный поиск средств противодействия этим явлениям. Предложено множество методов и технологий предотвращения образования накипи и коррозии, позволяющих более или менее смягчить остроту проблемы. Тем не менее, в условиях эксплуатации систем холодного и горячего водоснабжения они не нашли широкого применения. Причин этого несколько. Во-первых, не существовало простого универсального метода, который позволял эффективно и полностью удалять старые отложения, предотвращать образование новых и защищать поверхность, контактирующую с водой от коррозии. Такая задача решается одновременным использованием нескольких технологий, что достаточно сложно реализовать и дорого. Во-вторых, многие из предлагавшихся методов просто вредны для систем водотеплоснабжения и здоровья людей. Химическая обработка теплоэнергетического оборудования кислотами, даже при условии добавления ингибиторов, с одной стороны, обеспечивает сравнительно неплохое удаление солевых отложений, но с другой — вызывает резкую интенсификацию коррозионных процессов. Даже механическая очистка труб провоцирует интенсивную коррозию: освобожденная от отложений металлическая поверхность в большей мере подвержена ей. В-третьих, не было методов, которые обладали устойчивым и длительным эффектом последействия. Так, неплохо зарекомендовавшая себя технология обработки систем водоснабжения солями фосфора, предполагает непрерывную или с кратковременным перерывами но постоянную дозировку реактивов, что в условиях водоснабжения представляется проблематичным. В-четвертых, существующие методы борьбы с отложениями солей и коррозией предполагают длительную остановку работы систем водоснабжения, что весьма нежелательно. 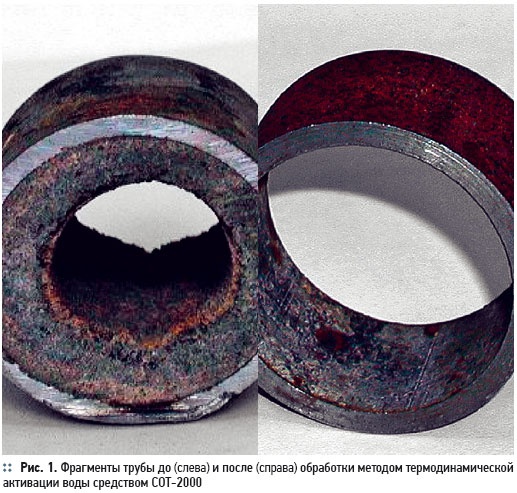 В новосибирском ООО «Институт проблем транспорта» разработан и успешно внедряется метод термодинамической активации воды, который лишен перечисленных недостатков. Он основан на использовании композиционного состава СОТ2000. При разработке технологии руководствовались следующими основополагающими принципами: удаление старой накипи и коррозионных отложений без нанесения какого-либо ущерба очищаемой поверхности; формирование на поверхностях контакта с водой антикоррозионной энергетической защиты; предотвращение налипания новой накипи в процессе последующей эксплуатации котла, очистку воды. Первые два принципа реализованы во многих существующих технологиях, хотя и не в полной мере. Например, при кислотной обработке воды накипь удаляется хорошо, но при этом наносится ущерб очищаемой поверхности: она частично разрушается (растворяется); фосфатирование воды способствует образованию защитной антикоррозионной пленки, однако предварительно поверхность должна быть очищена. Более сложной представляется реализация третьего принципа — предотвращение отложений. Ранее это удавалось только при тщательной химической подготовке питательной воды, включая деионизацию — процедуру сложную и дорогостоящую, сопряженную с необходимостью содержания кислотных и щелочных хозяйств в цехе химической водоподготовки. Это обусловливает образование большого количества кислотосодержащих и солевых стоков, утилизация которых с экологической точки зрения проблематична. В связи с этим глубокое обессоливание воды проводится только для паровых котлов, работающих под высоким давлением. Состав СОТ2000 изготовляют в соответствии с ТУ 398800242275752–00 из природных компонентов, прошедших предварительную физико-механическую активацию. Помещенный в воду, он образует слабощелочную среду и постепенно разрушает межмолекулярные структурные связи в накипи, переводя последнюю в шлам и частично в растворенное состояние. Для устранения причин электрохимической коррозии, образования минеральных отложений применяется СОТ2000, который воздействует на электроны, освободившиеся на анодных участках и перемещаются на катодные, где присоединяются к ионам водорода. Накопление ионов водорода на катодных участках металла ведет к их поляризации, что резко замедляет, а в ряде случаев полностью прекращает процесс коррозии металла, образование минеральных отложений. При этом СОТ2000 без приложения внешнего электрического поля создает анодную поляризацию на поверхности нагревательных элементов. Образовавшееся энергетическое поле активно воздействует на отложения, обуславливая ослабление сил когезии в их толще и адгезии на поверхности, в месте контакта с металлом. В результате самые прочные отложения превращаются в рыхлую массу, постепенно смываемую потоком воды (рис. 1). Очищаемые поверхности приобретают устойчивые антиадгезионные и антикоррозионные свойства. Постепенно формируется сплошная оксидная пленка, обладающая высокой теплопроводностью и низкой электропроводностью (электрическое сопротивление около 10 кОм). Проверка коррозионного воздействия СОТ2000 и водопроводной воды на различные металлы проведенное при t = 880 ± 20 °C в течении 168ти часов приведены в табл. 3.Метод термодинамической активации воды прошел производственные испытания более чем в 200 производственно-отопительных котельных Сибири и Дальнего Востока, а в 2007–2008 г. на ТЭЦ городов Хабаровска и Владивостока. Причем качество используемой воды характеризовалось следующими показателями: солесодержание — от 100 до 1500 мг/л; жесткость — от 0,2 до 9 мгэкв/л; щелочность — от 0,7 до 10 мгэкв/л; отношение карбонатов к бикарбонатам при рН > 8,4 % — от 0 до 20; содержание железа — от 0 до 8 мг/л; водородный показатель рН — от 6,2 до 9,5. Результаты испытаний выявили высокую эффективность метода термодинамической активации, в частности, обеспечено: 1. Полное удаление накипных и коррозионных отложений с поверхностей нагревательных элементов и труб. Скорость удаления старой накипи с металлических поверхностей составила от 1 до 10 мм толщины слоя накипи в месяц, в зависимости от ее химического состава, температуры, давления воды и пара, режима внутри котловой обработки воды средством СОТ2000 и периодичности дренирования. 2. Устойчивое предотвращение накипеобразования и коррозии. В воде уменьшается содержание продуктов вторичного загрязнения — железа и других примесей (рис. 2). Продолжительность периода эксплуатации котла между обработками средством СОТ2000 составляет не менее восьмидевяти лет при отсутствии химической водоподготовки. 3. Сокращение расхода топлива на 15–20 %. Это обусловлено повышением теплопередающих свойств очищенных теплонагревательных поверхностей и более полным сгоранием топлива. 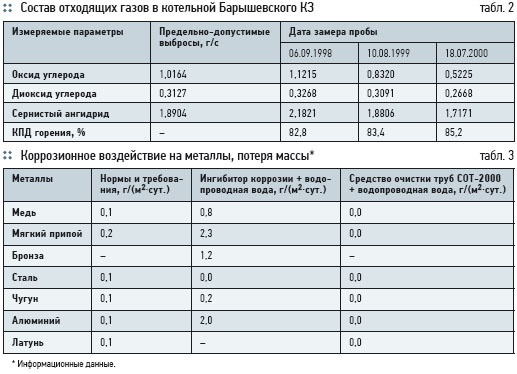 4. Увеличение в полтора-два раза срока службы теплообменных аппаратов и труб. Прекращается образование плотного нагара на нагревательных поверхностях со стороны топки. Этот фактор имеет исключительно важное значение для живучести котла. Вследствие нагара образуются прогары нагревательных поверхностей, а это приводит к вынужденной остановке котла на капитальный ремонт или его замене. Следует учитывать, что износ теплоэнергетического оборудования в стране составляет в настоящее время 60–70 % (критическим считается износ 30 %). 5. Уменьшение газовых выбросов в атмосферу и отходов (зола, шлаки). Вызвано это полным окислением органической составляющей топлива и ее сгоранием. Так, в котельной Барышевского кирпичного завода Дорстройтреста Западно-Сибирской железной дороги, работающем на мазуте, обработку котлов методом термодинамической активации провели 19.03.1999 г. После чего заметно изменился состав отходящих газов (табл. 2).6. Улучшение качества вырабатываемого в котлах пара, горячей воды. Пар становится чище, суше, нейтральнее (рН = 7). Указанное обстоятельство, к примеру, положительно повлияло на качество кирпича, выпускаемого Барышевским кирпичным заводом, молока в цехе пастеризации совхоза Верх-Ирмень, НСО. Кроме того, анализ применения разработанной технологии борьбы с накипеобразованием и коррозией на объектах теплоснабжения показал, что во всех случаях, независимо от качества питательной воды, состава и толщины отложений, получен устойчивый положительный эффект при работе системы теплоснабжения как в горячем, так и в холодном режиме. Далее, удаление отложений данным методом при использовании состава СОТ2000 происходит гораздо медленнее по сравнению с методами кислотной обработки котлов, а это имеет свои преимущества (нет опасности залпового выноса разрушенной накипи и закупорки отопительных элементов; отсутствует необходимость выключения системы отопления из работы). При этом не повреждаются стенки нагревательных элементов и труб, очищаются топки котлов, бойлеры, насосы и происходит полная стабилизация воды. В Москве технология впервые внедрена на территории Восточного административного округа, в производственно-отопительной котельной Московского локомотиворемонтного завода (МЛРЗ). Объектом испытаний стал котел ДКВР 1013250 (заводской № 5858, регистрационный №1313, выпущен в марте 1961 г., введен в эксплуатацию в 1963 г.). К началу испытаний котел вырабатывал пар для производственных нужд и горячего водоснабжения завода (топливо — природный газ). Обследование котла, проведенное перед началом испытаний, показало, что внутренняя поверхность стенок барабанов покрыта слоем накипи толщиной 0,2–0,3 мм, а водоспускные трубы переднего, заднего и боковых экранов — 0,3–0,4 мм, затем трубы нагревателя воды — 2–3 мм, и элементы котла в топке — 1–3 мм. В целях проверки эффективности указанной технологии 16.0703 без остановки парогенератора через баки подпитки в котловую воду введен состав СОТ2000.В процессе испытаний два раза вскрывали котельное оборудование для его осмотра (август 2003 г. и июнь 2004 г.). Уже после первого вскрытия выявлена тенденция уменьшения и разрыхления накипи на металлических поверхностях системы циркуляции теплоносителя в котле (в пароводяной смеси). Последнее вскрытие показало почти полное исчезновение накипи на внутренней поверхности барабанов котла. Оставшийся местами налет рыжего цвета представлял собой рыхлую легко удаляемую струей воды пленку. С получением гигиенического сертификата на используемый состав стало возможным применение данной технологии для промывки систем питьевого водоснабжения, очистки скважин. В числе централизованных водопроводов, где внедрена описываемая технология, системы водоснабжения станции Эворон Дальневосточной и ПМС20 Западно-Сибирской железных дорог. В 2003 г. произведена очистка скважин и системы водоснабжения города Болотное Новосибирской области. Население города составляет около 20 тыс. человек. Забор воды для нужд города осуществляется двумя скважинами, находящимися на расстоянии 9,8 км от города в долине реки Икса. Глубина скважин составляет 42–43 м, они обладают весьма значительной производительностью. Скважины оборудованы погружными насосами марки ЭЦВ 12160100.Из скважин вода по водоводам подается на площадку водопроводной насосной станции II подъема и сливается в два резервуара чистой воды, оборудованные подводящими, отводящими, переливными и грязевыми трубопроводами. В начале данной сети водоснабжения рядом с насосной станцией находится водонапорная башня, предназначенная для хранения запаса воды. Водоводы первого подъема от скважины выполнены в две линии из стальных труб D = 300 мм длиной 9,5 км каждая. Водопроводные сети тупиковые кольцевые, уложены из стальных, чугунных труб диаметром 50–300 мм общей протяженностью около 76 км. Качество воды в системе городского водоснабжения соответствует показателям, установленным СанПиН 2.1.4.1175–02 «Питьевая вода» за исключением повышенного содержания соединений железа и марганца. При нормативе 0,3 мг/л содержание железа по данным ряда анализов за 1999–2003 гг., представленных ЦГСЭН Болотненского района составляло: на водозаборе — 0,3–0,42 мг/л; на насосной станции II подъема — 0,42–2,99 мг/л; в водопроводных сетях — 0,34–1,32 мг/л. Содержание марганца в системе водоснабжения колебалось от 0,021 до 0,96 мг/л при нормативе 0,1 (по согласованию — до 0,5 мг/л). В процессе эксплуатации водопровода города наблюдалось снижение пропускной способности водоводов и сетей, аварийности элементов системы, снижение дебита скважин. Обследование водопровода показало, что причиной этого является коррозия металлических поверхностей. Результаты обработки проявились не сразу, а постепенно. Очистка системы трубопроводов обеспечила качественную очистку всех элементов от продуктов коррозии металла и придавала поверхности контакта с водой устойчивые антикоррозионные свойства как внутри, так и снаружи, что обусловило уменьшение гидравлического сопротивления. В течении месяца наблюдался кратковременный вынос из кранов у потребителей шлама (разрыхленных и отслоившихся отложений, продуктов коррозии труб). В течении следующего месяца качество воды стабилизировалось, при этом основные показатели качества (цветность. железо, марганец) превзошли прежний до обработки уровень, т.е. качество воды улучшилось, что свидетельствует о прекращении коррозионных процессов в трубах. 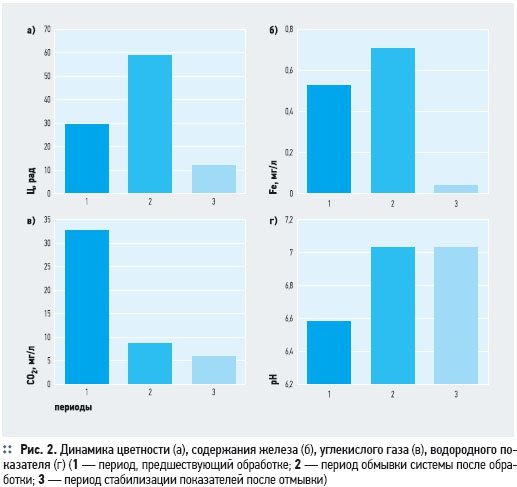 Очистка внутренних поверхностей труб и арматуры от коррозионных отложений обусловила экономию энергозатрат на водоподачу. Также отпала необходимость в механической или химической прочистке труб и в строительстве станции обезжелезивания. Благодаря выравниванию напоров в сети уменьшилась опасность возникновения аварийных ситуаций, улучшились условия работы прокачивающих воду насосов. Далее, обработка скважин стабилизировала и даже несколько увеличила их дебит. Улучшилось качество подаваемой потребителям воды, а также исчез неприятный запах. Очистились теплосети, котельное оборудование и трубопроводы систем канализации. Улучшилось качество горячей воды. Произведена очистка от коррозии, отложений скважин, водонапорных башен, насосных, трубопроводов, систем водоснабжения санатория-профилактория ОАО «Ирмень» и котельных ЖКХ сел: Красноозерск и Карасаево Болотнинского района НСО; Барышевского кирпичного завода, НСО; поселка Верх-Тула, НСО; поселка Н.К. Крупской, НСО; 8 Марта, НСО; цеха борт-питания ЗАО «Капитан» аэропорта «Толмачево»; ФГУП «Аэропорт Южно-Сахалинск»; базы отдыха «Пурга»; детского санатория поселка Таграй Кемеровской области; разъезда Матвеевский ОАО «РЖД»; больницы поселка Залари Иркутской области; сел Смоляновка и Магильно-Посельское Омской области; дома-интерната села Завьялово НСО; поселка Чесноковка города Новоалтайск; Куйбышев НСО. Эффективность применения технологии отмечена специалистами управления охраны труда и промышленной безопасности ОАО «РЖД», Федеральной службы по надзору в сфере транспорта Министерства транспорта РФ, Ростехнадзора, ЗАО «Сибтепломонтаж», ОАО «Дальневосточная генерирующая компания», территориальным управлением Госстроя РФ в Сибирском Федеральном округе. По общему мнению специалистов, технологию необходимо распространять в системах водотеплоснабжения предприятий промышленности, транспорта, ЖКХ, сельского хозяйства и теплоэнергетики. |

|
>>> Также читайте по теме Бор – пути очистки питьевой воды в журнале СОК 2013 №5
